
Startseite > Blog > Gezackter Stabgitterrost aus Kohlenstoffstahl
Gezahnte Gitterroste aus Kohlenstoffstahl sind für die gleiche strukturelle Aufgabe wie glatte Gitterroste ausgelegt, bieten aber einen viel stärkeren Halt unter den Füßen und unter Radkontakt. Die Zahnung wird an der Oberkante des Tragstabs gebildet, wodurch wiederholte Zahnpunkte entstehen, die Wasserfilm, Ölrückstände, Schlamm und andere Oberflächenverunreinigungen unterbrechen, die die Reibung auf glattem Stahl verringern. Bei Industrieböden, Treppenstufen, Grabenabdeckungen, Rampenabschnitten und Ladeflächen wirkt sich diese kleine geometrische Veränderung direkt auf die Betriebssicherheit aus, insbesondere dort, wo die Drainage allein nicht ausreicht, um die Lauffläche sicher zu halten.
Der Hauptunterschied zwischen glatten und gezackten Stabrosten liegt im Kontaktverhalten an der Oberseite der Tragstäbe. Ein glatter Flachstab bietet eine durchgehende glatte Kante. Er ist für den Einsatz in trockenen Innenräumen und an Orten mit geringer Rutschgefahr geeignet. Gezackte Flachstäbe weisen ein regelmäßiges Zahnmuster entlang der Oberkante auf, das die Reibung erhöht und dafür sorgt, dass Schuhe oder Radlaufflächen die Stahloberfläche besser berühren. Auf nassen oder öligen Böden ist der Unterschied deutlich spürbar. Wasser kann auf der Oberseite eines glatten Stabes verbleiben und als Schmierschicht wirken, während die Zahnung diese Schicht aufbricht und mehr mechanische Kontaktpunkte schafft.
In der Industrie ist die Rutschfestigkeit nicht nur ein Thema für Fußgänger. Bediener, die Werkzeuge tragen, Wartungspersonal, das sich auf schmalen Zugangswegen bewegt, und Gabelstapler- oder Rollwagenverkehr, der Abdeckungen überquert, stellen alle unterschiedliche Anforderungen an die Gitterrostoberfläche. Gezahnte Gitterroste verbessern die Traktion in diesen gemischt genutzten Situationen. Auf schrägen Gehwegen und Entladerampen, wo sich das Körpergewicht natürlich nach unten verlagert, hilft die zusätzliche Zahnkante, das Abrutschen der Füße zu verringern. Auf Treppenstufen werden gezahnte Tragstäbe oft mit einer rutschhemmenden Kante an der Vorderkante kombiniert, um eine stärkere Traktion in genau dem Bereich zu erreichen, in dem die Fußablage am kritischsten ist.
Der Wert von Zackenrosten wird in Umgebungen mit Ölnebel, Kühlmittel, Regenwasser, Schneeschmelze, Waschrückständen oder verschütteten Prozessen noch deutlicher. Chemiewerke, Abwasseranlagen, Bergbauplattformen, Zugangswege zu Schiffsdecks, landwirtschaftliche Verarbeitungsanlagen und mechanische Wartungsbereiche im Freien profitieren alle von einer Oberfläche, die auch nach einer Verschmutzung nutzbar bleibt und nicht nur im trockenen Zustand. Bei Plattformen für den Fahrzeugverkehr, insbesondere bei Grabenabdeckungen, die von Gabelstaplern oder Kleinlastern überfahren werden, hilft die Zahnung dem Reifen auch, beim Abbiegen oder Bremsen den Kontakt zu den Stahlkanten zu halten.
Es gibt auch eine strukturelle Überlegung. Die Verzahnung ersetzt nicht die richtige Auswahl der Tragstäbe. Der Anti-Rutsch-Effekt verbessert die Oberflächenleistung, aber die Tragfähigkeit hängt immer noch von der Höhe, Dicke, Spannweite und Anordnung der Stäbe ab. Eine gut konzipierte gezahnte Platte vereint beide Funktionen: einen angemessenen tragenden Querschnitt und eine Arbeitsfläche, die auch unter variablen Baustellenbedingungen sicher bleibt.
Das Standard-Grundmaterial für gezackte Gitterroste aus Kohlenstoffstahl ist Q235B. Diese Sorte wird häufig verwendet, da sie ein stabiles Umformverhalten, Schweißbarkeit und Kosteneffizienz für Plattformen, Grabenabdeckungen, Treppenstufen und industrielle Zugangsböden bietet. Für schwerere Lasten oder größere Spannweiten kann Q355B als höherfeste Alternative verwendet werden. Die höhere Streckgrenze ermöglicht eine bessere strukturelle Leistung, obwohl die endgültige Wahl des Profils immer noch von den tatsächlichen Lastanforderungen, der Durchbiegungskontrolle und den Stützabständen abhängt.
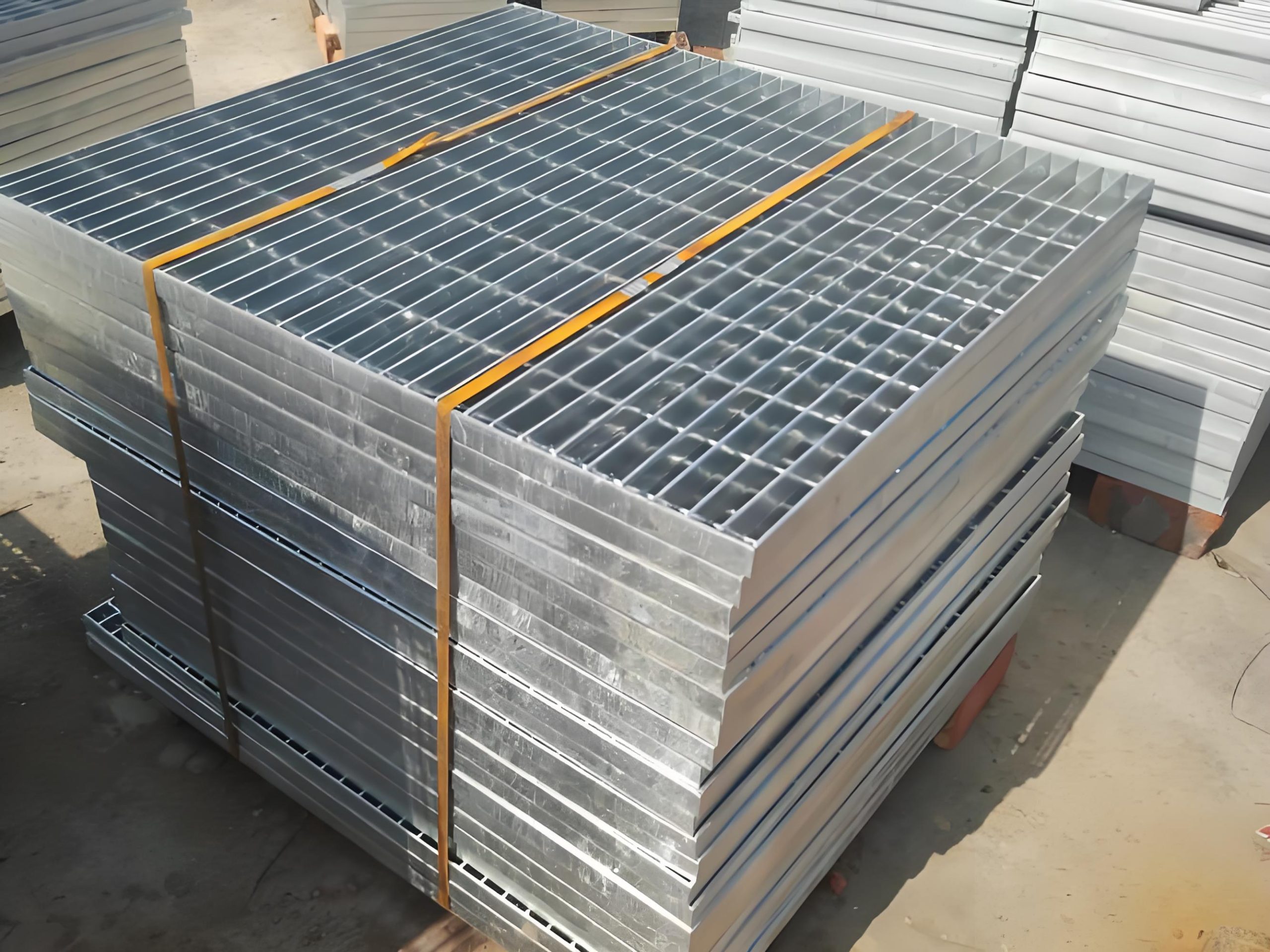
Die Oberflächenbehandlung hat einen großen Einfluss auf die Lebensdauer, da Gitterroste aus Kohlenstoffstahl häufig im Freien oder in korrosiven Industriebereichen eingesetzt werden. Die Feuerverzinkung ist die gängigste Behandlung für gezackte Gitterroste. Sie bildet eine Zinkschicht über der geschweißten Stahlkonstruktion und schützt sowohl die freiliegenden Oberflächen als auch viele Randbereiche, die sonst in feuchten oder chemischen Umgebungen schnell rosten würden. Für den langfristigen Einsatz im Freien ist die Feuerverzinkung nach wie vor die Standardwahl, da sie eine viel bessere Haltbarkeit bietet als dünne galvanische Beschichtungen oder vor Ort aufgetragene Farbsysteme.
Die galvanische Verzinkung wird dort eingesetzt, wo die Umgebung relativ mild ist und ein gleichmäßiges Aussehen wichtiger ist als ein starker Korrosionsschutz. Die Zinkschicht ist dünner und eignet sich daher nicht für den anspruchsvollen Einsatz im Freien oder in stehendem Wasser. Lackierte Zackenroste eignen sich für Gerätefüße im Innenbereich, Maschinenplattformen und temporäre Strukturen, bei denen ein Farbcode erforderlich ist oder das Korrosionsrisiko moderat ist. Blanker Stahl ist im Allgemeinen auf Projekte beschränkt, bei denen die Gitterroste später vom Benutzer beschichtet werden, in trockenen, geschlossenen Räumen installiert werden oder als unfertige Industriekomponenten verwendet werden.
Bei feuerverzinkten Zackenrosten richtet sich die Prozesskontrolle in der Regel nach Normen wie ASTM A123 oder GB/T 13912. Diese Normen definieren die Anforderungen an die Beschichtung in Bezug auf die Zinkhaftung, die Dicke und die Gesamtqualität der Verzinkung. Bei geschweißten Gitterrosten ist eine gute Verzinkung nicht nur eine Frage des Oberflächenglanzes. Die Beschichtung sollte die Schweißzonen effektiv abdecken, gut mit dem Grundstahl verbunden bleiben und übermäßige Krustenbildung vermeiden, die die Installation oder den Gehkomfort beeinträchtigt. Eine ordnungsgemäße Entlüftung und Entwässerung während der Verzinkung ist auch bei einigen gefertigten Bauteilen erforderlich, insbesondere bei Treppenstufen mit Seitenplatten oder Paneelen mit geschlossenen Zubehörteilen.
| Grundmaterial | Typische Verwendung | Anmerkungen |
| Q235B | Allgemeine Plattformen, Treppen, Abdeckungen | Standardoption aus Kohlenstoffstahl mit guter Schweißbarkeit |
| Q355B | Höhere Belastung oder längere Betriebsdauer | Höhere Festigkeit für anspruchsvollere strukturelle Aufgaben |
Das lasttragende Element in Zackenlattenrosten ist der Tragstab, dessen Größe den größten Teil der Tragfähigkeit bestimmt. Übliche Spezifikationen für gezahnte Flachstäbe sind 25×5 mm, 32×5 mm, 40×5 mm und 50×6 mm. Ein 25×5-mm-Profil wird in der Regel für leichtere Zugangsabdeckungen oder Fußgängerbereiche mit kurzen Stützabständen verwendet. Ein Profil von 32×5 mm oder 40×5 mm wird häufig für industrielle Gehwege und Treppenstufen verwendet. Ein Querschnitt von 50×6 mm eignet sich besser für schwerere Geräteplattformen, verkehrstragende Grabenabdeckungen und Anwendungen, bei denen Stöße oder konzentrierte Radlasten zu berücksichtigen sind.
Der Maschenabstand beeinflusst die Entwässerung, die Rutschfestigkeit, das Eigengewicht und die Verteilung der Last zwischen den Tragstäben. Zu den Standardabständen gehören 30×100 mm, 40×100 mm und 50×100 mm. Die Anordnung 30×100 mm ergibt einen engeren Abstand zwischen den Tragstäben und wird häufig wegen der besseren Fußabstützung, der kleineren Öffnungen und der höheren Steifigkeit bei ähnlichen Stababschnitten gewählt. Die Anordnung 40×100 mm ist bei allgemeinen Industrieböden üblich, da sie ein Gleichgewicht zwischen offener Fläche und Stahlverbrauch herstellt. Ein Abstand von 50×100 mm wird verwendet, wenn eine größere Entwässerungsfläche akzeptabel ist und das Belastungsmuster einen größeren Stababstand zulässt.
Die Verzahnung selbst kann individuell gestaltet werden. Üblich ist die einseitige Verzahnung, bei der die Verzahnung auf der Lauffläche des Lagerbalkens ausgebildet wird. Eine beidseitige Verzahnung ist für spezielle Herstellungsverfahren oder für Bauteile, bei denen die Expositions- und Handhabungsbedingungen dies rechtfertigen, erhältlich. Zahnteilung und Zahnhöhe können ebenfalls angepasst werden. Eine feine Verzahnung erzeugt ein dichteres Kontaktmuster und wird häufig für den Fußgängerbetrieb gewählt. Eine gröbere Verzahnung ist besser geeignet für schweres Schuhwerk, schlammige Bereiche oder Gitterroste, die von Rädern befahren werden und bei denen eine stärkere Kantenausprägung sinnvoll ist.
Die kundenspezifische Fertigung geht über die Spezifikation von Stäben und Maschen hinaus. Gezahnte Gitterroste können mit abgeschnittenen Ecken, Rohrausschnitten, gebänderten Kanten, abnehmbaren Abschnitten, geformten Platten und beschlagsfertigen Befestigungsdetails hergestellt werden. Bogenförmige Paneele werden um runde Tanks und Wendeplattformen herum verwendet. Gefaltete Teile werden manchmal für Übergangskanten oder integrierte Abdeckungen hergestellt. Wenn das Schweißen vor Ort nicht erwünscht ist, können Montageclips geliefert werden. Da gezahnte Paneele häufig in gefährlichen Zugangsbereichen eingesetzt werden, ist die Passgenauigkeit wichtiger als das Aussehen allein; ein schlecht bemessenes Paneel kann Stolperstellen oder freitragende Kanten erzeugen, die den Sicherheitsvorteil der gezahnten Oberfläche zunichte machen.
| Größe der Lagerstange | Gemeinsame Masche | Typische Anwendung |
| 25×5 / 32×5 / 40×5 / 50×6 mm | 30×100 / 40×100 / 50×100 mm | Gehwege, Treppenstufen, Abdeckungen, Ladeflächen |
| Einfache oder doppelte Zahnung | Optionale Zahnteilung und -höhe | Auf die Standortbedingungen abgestimmte Rutschfestigkeit |
Gezahnte Gitterroste aus Kohlenstoffstahl werden in der Regel durch Pressschweißen oder Widerstandsschweißen hergestellt, je nach Gitterrosttyp und Konfiguration der Produktionslinie. Bei beiden Verfahren ist das Ziel dasselbe: Jede Querstabkreuzung muss sicher mit dem Tragstab verbunden werden, damit die Platte wie eine integrierte Struktur und nicht wie eine lose Einheit wirkt. Die Konsistenz der Schweißnähte ist besonders wichtig bei gezackten Gitterrosten, die für bewegliche Lasten oder wiederholten Fußverkehr verwendet werden, da Vibrationen und Stöße schwache Verbindungen schnell freilegen können.
Die Verzahnung auf dem Tragstab wird in der Regel durch kontinuierliches Stanzen vor der endgültigen Montage des Gitters hergestellt. Diese Methode ergibt ein gleichmäßiges Zahnprofil über die gesamte Länge der Stange und sorgt dafür, dass die gezahnte Kante von Platte zu Platte gleichmäßig ist. Gleichmäßigkeit ist wichtig, da zufällige oder unregelmäßige Zahnabstände sowohl die Traktion als auch die optische Ausrichtung beeinträchtigen können. Bei der Herstellung von Treppenstufen verbessert ein sauberes und gleichmäßiges Zackenmuster auch die Gesamtqualität der fertigen Stufe, insbesondere wenn der Gitterrost nach der Herstellung verzinkt wird und Oberflächendetails besser sichtbar werden.
Nach dem Schweißen werden die Platten auf Maßhaltigkeit und Ebenheit geprüft. Verzogene Gitterroste lassen sich nur schwer verlegen und können unter Belastung wackeln, auch wenn die Schweißnähte selbst einwandfrei sind. Die Kontrolle der Ebenheit ist daher ein grundlegender Bestandteil der Werksinspektion. Die Festigkeit der Schweißnähte wird überprüft, um sicherzustellen, dass keine fehlenden Verbindungen, falschen Schweißnähte oder abgelösten Querstäbe vorhanden sind. Bei Verkehrsabdeckungen und Paneelen mit größerer Spannweite hat diese Inspektion direkten Einfluss auf die Betriebszuverlässigkeit, da ein örtliches Versagen der Schweißnähte eine Verformung oder ein Klappern während des Gebrauchs verursachen kann.
Bei verzinkten Zackenrosten muss auch die Haftfähigkeit der Beschichtung beurteilt werden. Eine Zinkschicht, die an der Schweißzone abblättert oder an scharfen gezackten Kanten abblättert, verkürzt die Korrosionsbeständigkeit und legt den darunter liegenden Kohlenstoffstahl frei. Zu einer guten Verzinkungspraxis gehören eine ordnungsgemäße Oberflächenvorbereitung, eine korrekte Eintauchkontrolle und eine Prüfung nach dem Prozess auf kahle Stellen, übermäßige Anhaftungen oder Abflussfehler. Da gezackte Kanten wiederholt Spitzen und Täler aufweisen, sind sie eine anspruchsvollere Oberfläche als glatte Flachstäbe und erfordern eine sorgfältige Verzinkungskontrolle, um die Kontinuität der Beschichtung aufrechtzuerhalten, ohne das Antirutschprofil übermäßig abzustumpfen.
Arbeitsbühnen sind eine der häufigsten Anwendungen für gezahnte Gitterroste aus Kohlenstoffstahl. In der Nähe von Pumpen, Kompressoren, Tanks, Mischern, Entstaubungsanlagen und Prozesskufen ist die Oberfläche des Laufstegs häufig Flüssigkeitstropfen, Spülwasser und Wartungsrückständen ausgesetzt. Ein geriffeltes Paneel bietet den Bedienern einen besseren Halt, wenn sie sich zwischen Steuerungen und Wartungspunkten bewegen. Durch das offene Gitter können außerdem Flüssigkeiten und Schmutz abfließen, anstatt sich auf der Plattformoberfläche abzusetzen.
Treppenstufen sind eine weitere wichtige Anwendung. Gezahnte Gitterroststufen werden häufig in Fabriken, Kraftwerken, Logistikeinrichtungen, Kläranlagen und externen Stahlkonstruktionen verwendet. Sie eignen sich besonders für Außentreppen, wo Regenwasser und Staub einfache Stahlstufen gefährlicher machen. Eine Stufe kann mit Seitenplatten zur Verschraubung, einer vorderen Antirutschkante und einer Kantenumrandung entsprechend dem Detail des Treppenrahmens geliefert werden. Bei stark beanspruchten Industrietreppen bleibt die Kombination aus offener Fläche und geriffelter Griffigkeit über lange Zeiträume praktisch, da sie nicht auf Beschichtungen angewiesen ist, die sich an der Lauflinie abnutzen.
Grabenabdeckungen für den Fahrzeugverkehr erfordern eine stärkere Berücksichtigung der Größe der Tragstäbe, der Konstruktion des Stützrahmens und der Stoßbelastung. Für Gabelstaplerrouten, Wartungsrinnen in Lagerhäusern und Entwässerungsleitungen für Laderampen werden häufig gezackte Gitterrostabdeckungen verwendet, da die Reifen, insbesondere auf nassem Stahl, von der zusätzlichen Oberflächenhaftung profitieren. Bei schwerem Lkw-Verkehr muss das Plattendesign die Radlastkonzentration und die Stützabstände berücksichtigen. Die Verzahnung verbessert die Traktion, aber die Auswahl des Strukturprofils ist immer noch der entscheidende Faktor bei dieser Anwendung.
Geneigte Gehwege und Entladeplattformen sind Umgebungen, in denen gezackte Gitterroste einen ihrer deutlichsten Vorteile zeigen. Schräge Oberflächen erhöhen die Rutschkraft auf Schuhe und Radausrüstung. Darüber hinaus sind diese Orte häufig der Witterung und dem Schmutz der Transportaktivitäten ausgesetzt. Gezackte Gitterroste bieten eine sicherere Lauffläche, ohne die Entwässerung zu beeinträchtigen. Auf Entladeplattformen, auf denen Paletten, Fässer oder Waren von Hand oder mit leichten Geräten auf Rädern bewegt werden, kann das richtige Zahnprofil sowohl die Fußkontrolle als auch die Stabilität der Bewegung auf der Stahloberfläche verbessern.
Für reguläre Industrieprojekte werden feuerverzinkte Zackenroste in gängigen Spezifikationen oft in fertiger Form auf Lager gehalten. Dies verkürzt die Lieferzeiten für Standard-Gehwege, Treppenstufen, Grabenabdeckungen und Ersatzplatten, deren Abmessungen den gängigen Größen entsprechen. Die lagerhaltigen Abschnitte konzentrieren sich in der Regel auf gängige Tragstabkombinationen und weit verbreitete Maschenabstände wie 30×100 mm und 40×100 mm. Für Projekte mit sich wiederholenden Modulen bietet dies einen unkomplizierten Weg von der Spezifikation zur Lieferung.
Auch bei der Herstellung von Zackenrosten sind Sonderanfertigungen an der Tagesordnung. Bogenpaneele, Eckausschnitte, Falzkanten, Öffnungsschnitte und Montageclipsätze können nach Projektzeichnungen gefertigt werden. Diese Details kommen häufig bei der Erneuerung von Anlagen, der Nachrüstung von Stahlkonstruktionen, Tankdeckelzugängen und Maschinenplattformen zum Einsatz, bei denen die Tragkonstruktion bereits feststeht. Die Möglichkeit, Standard-Gitterroststrukturen mit der Bearbeitung von Sonderformen zu kombinieren, ist einer der Hauptgründe, warum die werkseigene Produktion einer Modifizierung vor Ort vorgezogen wird, insbesondere wenn nach der Herstellung eine Verzinkung erforderlich ist.
Belastungstabellen und CAD-Detailzeichnungen sind wichtige Hilfsmittel in dieser Produktkategorie. Eine Tragschiene, die für Fußgänger geeignet ist, ist möglicherweise nicht für konzentrierte Werkzeuglasten, Wartungswagen oder Gabelstaplerüberfahrten geeignet. Aus diesem Grund ist eine korrekte Lastberechnungstabelle nützlich, wenn es darum geht, die Größe und Spannweite der Schiene zu bestätigen. CAD-Vertiefungszeichnungen helfen, Fehler bei den Ausschnitten, der Ausrichtung der Platten, der Ausrichtung der Stützsitze und der Positionierung des Zubehörs zu vermeiden. Bei Anping County Chuansen Silk Screen Products Co., Ltd. sind diese Zeichnungs- und Spezifikationsprüfungen Teil der routinemäßigen Projektabwicklung für kundenspezifische Gitterrostarbeiten.
Die Vorlaufzeit für gezackte Gitterroste aus Kohlenstoffstahl beträgt in der Regel 7 bis 10 Tage, wenn die Feuerverzinkung inbegriffen ist, vorausgesetzt, dass der Auftrag keine ungewöhnlich komplexen Geometrien oder Terminzwänge für große Stückzahlen beinhaltet. Einfache rechteckige Platten können schnell produziert werden. Trittstufen mit Seitenplatten, Verkehrsabdeckungen mit zusätzlicher Verstärkung und gebogene oder gefaltete Einheiten können zusätzliche Fertigungsschritte vor der Verzinkung und Prüfung erfordern.

Der wichtigste Ausgangspunkt ist die Lastanforderung. Diese sollte als gleichmäßige Last, Einzellast, Radlast oder eine andere relevante strukturelle Bedingung angegeben werden. Ohne diese Information ist die Auswahl der Stabgröße nur annähernd möglich. Ein Wartungssteg, eine Treppenstufe und eine Grabenabdeckung für einen Gabelstapler können in der Draufsicht ähnlich aussehen, erfordern aber sehr unterschiedliche Tragstababschnitte und Stützanordnungen.
Der zweite wichtige Punkt ist die Spezifikation der Tragstäbe zusammen mit dem Gitterabstand. Eine vollständige Spezifikation wie z. B. 32×5 mm gezackter Flachstab mit 30×100 mm Masche ist viel nützlicher als die Beschreibung des Produkts nur als Antirutsch-Gitterrost. Wenn das Projekt eine vorhandene Platte ersetzt und die ursprüngliche Spezifikation nicht bekannt ist, sollten die Gesamtdicke der Platte, die Stützweite und die Art der Anwendung angegeben werden, damit der Abschnitt korrekt bewertet werden kann.
Die Größe und Form der Paneele sollte dann zusammen mit den Anforderungen an die Verzinkung angegeben werden. Bei Standardpaneelen können Länge und Breite ausreichend sein. Bei nicht genormten Elementen ist eine Zeichnung unbedingt vorzuziehen, insbesondere wenn die Platte Aussparungen, abgeschnittene Winkel, Kantenplatten, Scharniere oder geformte Details aufweist. Die Oberflächenbehandlung sollte deutlich angegeben werden, da blanker Stahl, lackierter Stahl, elektrolytisch verzinkter Stahl und feuerverzinkter Stahl auf unterschiedlichen Produktionswegen hergestellt werden und unterschiedliche Erwartungen an den Service stellen.
Wenn die Anfrage die Belastungsbedingungen, die Größe der Tragstäbe, den Maschenabstand, die Abmessungen der Platte und die Anforderungen an die Oberflächenbeschaffenheit in einem Satz von Informationen enthält, wird der Auswahlprozess viel genauer. Dies ist besonders wichtig für gezahnte Gitterroste aus Kohlenstoffstahl, da das Antirutschprofil nur ein Teil der Spezifikation ist; das Paneel muss immer noch gleichzeitig die strukturelle Aufgabe, die Korrosionsbelastung und die Installationsbedingungen erfüllen.
Sind gezackte Gitterroste stärker als einfache Gitterroste?
Die Verzahnung verbessert hauptsächlich die Rutschfestigkeit. Die strukturelle Festigkeit hängt von der Größe, Dicke, dem Abstand, der Spannweite und der Schweißnahtqualität der Tragstäbe ab. Ein gezahntes Paneel und ein glattes Paneel mit denselben strukturellen Abmessungen haben ein ähnliches Tragverhalten.
Welche Oberflächenbehandlung ist für gezackte Gitterroste aus Kohlenstoffstahl am gebräuchlichsten?
Die Feuerverzinkung ist die gebräuchlichste Behandlung, da sie einen dauerhaften Korrosionsschutz für den Außen- und Industrieeinsatz bietet. Sie wird häufig für Plattformen, Treppenstufen, Grabenabdeckungen und Ladeflächen verwendet.
Können gezackte Gitterroste für den Gabelstaplerverkehr verwendet werden?
Ja, aber die Platte muss entsprechend der tatsächlichen Radlast, dem Stützabstand und den Aufprallbedingungen ausgewählt werden. Die Verzahnung verbessert die Traktion, aber bei Anwendungen mit hohem Verkehrsaufkommen ist zunächst eine korrekte strukturelle Auslegung erforderlich.
Was ist der Unterschied zwischen einseitiger und beidseitiger Verzahnung?
Bei der einseitigen Verzahnung befindet sich das Zahnprofil auf der oberen Laufkante des Tragstabs und ist die übliche Konfiguration. Die beidseitige Verzahnung wird in besonderen Fällen verwendet, wenn beide Kanten Teil der Funktionsfläche sind oder wenn ein anderes Fertigungsdetail erforderlich ist.
Ist Q355B für jedes Projekt mit Zackenrosten erforderlich?
Nr. Q235B ist für einen Großteil der Standard-Industrieböden und Zugangsanwendungen ausreichend. Q355B wird in Betracht gezogen, wenn eine höhere Festigkeit für größere Spannweiten oder schwerere Belastungen erforderlich ist.