Serrated carbon steel bar grating is designed for the same structural duty as plain bar grating, but with a much stronger grip underfoot and under wheel contact. The serration is formed on the top edge of the bearing bar, creating repeated tooth points that interrupt water film, oil residue, mud, and other surface contaminants that reduce friction on smooth steel. In industrial flooring, stair treads, trench covers, ramp sections, and loading platforms, this small geometric change has a direct effect on operating safety, especially where drainage alone is not enough to keep the walking surface secure.
The main difference between plain and serrated bar grating lies in the contact behavior at the top surface of the bearing bars. A plain flat bar provides a continuous smooth edge. It is acceptable in dry indoor service and in locations where slip risk is low. Serrated flat bar adds a regular tooth pattern along the upper edge, increasing friction and allowing footwear or wheel tread to engage the steel surface more positively. On wet or oily floors, the difference is noticeable. Water can remain on the top of a plain bar and act as a lubricating layer, while serration breaks that layer and creates more points of mechanical contact.
In industrial service, slip resistance is not only a pedestrian issue. Operators carrying tools, maintenance personnel moving along narrow access paths, and forklift or trolley traffic crossing covers all place different demands on the grating surface. Serrated grating improves traction in these mixed-use situations. On sloped walkways and unloading ramps, where body weight naturally shifts downhill, the added tooth edge helps reduce foot slide. On stair treads, serrated bearing bars are often combined with an anti-slip nosing at the front edge to create stronger traction at the exact zone where foot placement is most critical.
The value of serrated grating becomes clearer in environments with oil mist, coolant, rainwater, snowmelt, washing residue, or process spills. Chemical plants, wastewater facilities, mining platforms, ship deck access routes, agricultural processing lines, and outdoor mechanical service areas all benefit from a surface that remains usable after contamination rather than only when dry. For vehicle traffic platforms, especially trench covers crossed by forklifts or light trucks, serration also helps the tire maintain contact on steel edges during turning or braking.
There is a structural consideration as well. Serration does not replace correct bearing bar selection. The anti-slip effect improves surface performance, but load capacity still depends on bar height, thickness, span, and support arrangement. A well-designed serrated panel combines both functions: adequate load-bearing section and a working surface that remains safer under variable site conditions.
The standard base material for serrated carbon steel bar grating is Q235B. This grade is widely used because it offers stable forming behavior, weldability, and cost efficiency for platforms, trench covers, stair treads, and industrial access flooring. For heavier loads or longer spans, Q355B can be used as a higher-strength alternative. The higher yield strength allows improved structural performance, although the final section choice still depends on actual load requirements, deflection control, and support spacing.
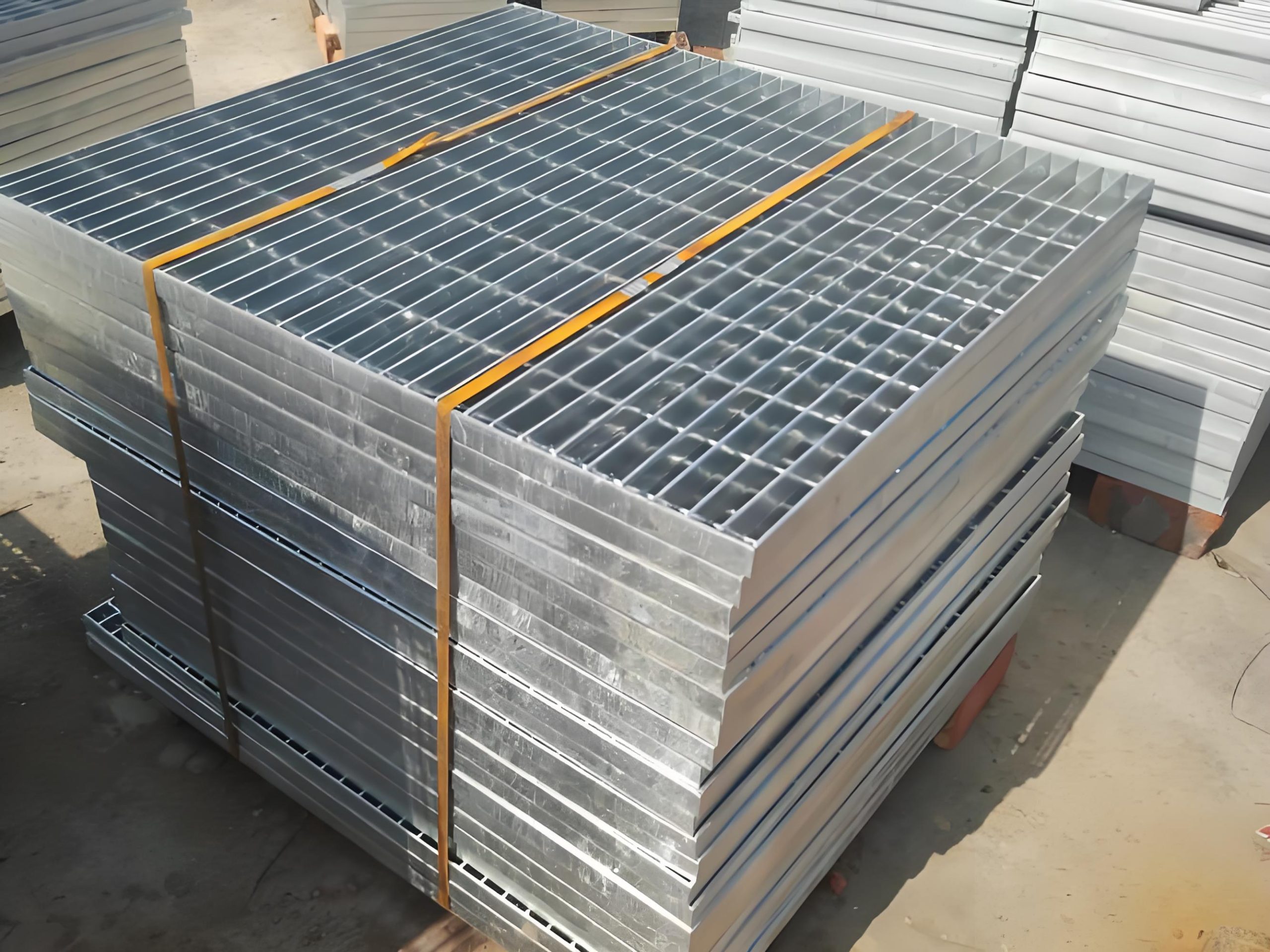
Surface treatment has a major effect on service life because carbon steel grating is often installed outdoors or in corrosive industrial areas. Hot-dip galvanizing is the most common treatment for serrated grating. It provides a zinc layer over the welded steel assembly and protects both exposed surfaces and many edge regions that would otherwise rust quickly in humid or chemical environments. For long-term outdoor use, hot-dip galvanizing remains the standard choice because it offers much better durability than thin electroplated coatings or site-applied paint systems.
Electro-galvanizing is used where the environment is relatively mild and appearance uniformity is more important than heavy corrosion protection. Its zinc layer is thinner, so it is not suitable for demanding outdoor service or standing water exposure. Painted serrated grating is practical for indoor equipment bases, machine platforms, and temporary structures where a color code is needed or corrosion risk is moderate. Bare steel is generally limited to projects where the grating will be coated later by the user, installed in dry enclosed conditions, or used as an unfinished industrial component.
For hot-dip galvanized serrated grating, process control usually follows standards such as ASTM A123 or GB/T 13912. These standards define coating requirements related to zinc adhesion, thickness, and overall galvanizing quality. In welded grating, good galvanizing is not just a matter of surface brightness. The coating should cover the weld zones effectively, remain well bonded to the base steel, and avoid excessive dross buildup that interferes with installation or walking comfort. Proper venting and drainage during galvanizing are also necessary for some fabricated components, especially stair treads with side plates or panels with enclosed accessory details.
| Base Material | Typical Use | Notes |
| Q235B | General platforms, stairs, covers | Standard carbon steel option with good weldability |
| Q355B | Higher load or longer span service | Higher strength for more demanding structural duty |
The load-carrying element in serrated bar grating is the bearing bar, and its size determines most of the structural capacity. Common serrated flat bar specifications include 25×5 mm, 32×5 mm, 40×5 mm, and 50×6 mm. A 25×5 mm section is typically used on lighter access covers or pedestrian areas with short support spacing. A 32×5 mm or 40×5 mm section is widely used for industrial walkways and stair treads. A 50×6 mm section is more appropriate for heavier equipment platforms, traffic-bearing trench covers, and applications where impact or concentrated wheel load must be considered.
Mesh spacing affects drainage, anti-slip behavior, self-weight, and the way the load is distributed between bearing bars. Standard spacing combinations include 30×100 mm, 40×100 mm, and 50×100 mm. The 30×100 mm arrangement gives a tighter bearing bar pitch and is often selected for better foot support, smaller openings, and higher stiffness under similar bar sections. The 40×100 mm configuration is common in general industrial flooring because it balances open area and steel consumption. A 50×100 mm spacing is used where larger drainage area is acceptable and the load pattern allows wider bar spacing.
The serration itself can be customized. Single-sided serration is the usual format, with the tooth pattern formed on the walking surface edge of the bearing bar. Double-sided serration is available for special fabrication methods or for components where exposure and handling conditions justify it. Tooth pitch and tooth height can also be adjusted. Fine serration produces a denser contact pattern and is often selected for pedestrian service. Coarser serration can be more suitable for heavy industrial footwear, mud-prone areas, or grating that sees wheeled crossing where stronger edge definition is useful.
Custom fabrication extends beyond bar and mesh specification. Serrated grating can be produced with cut corners, pipe notches, banded edges, removable sections, formed panels, and hardware-ready mounting details. Arc-shaped panels are used around circular tanks and turning platforms. Folded parts are sometimes produced for transition edges or integrated covers. Installation clips can be supplied where field welding is not preferred. Since serrated panels are often used in hazardous access zones, fit accuracy matters more than appearance alone; a poorly sized panel can create trip points or unsupported edge conditions that cancel out the safety benefit of the serrated surface.
| Bearing Bar Size | Common Mesh | Typical Application |
| 25×5 / 32×5 / 40×5 / 50×6 mm | 30×100 / 40×100 / 50×100 mm | Walkways, stair treads, covers, loading platforms |
| Single or double serration | Optional tooth pitch and height | Slip resistance matched to site conditions |
Serrated carbon steel bar grating is commonly produced by press welding or resistance welding, depending on the grating type and production line configuration. In both methods, the objective is the same: each cross bar intersection must be securely bonded to the bearing bar so the panel acts as an integrated structure rather than a loose assembly. Weld consistency is especially important in serrated grating used for moving loads or repetitive foot traffic, because vibration and impact can expose weak joints quickly.
The serration on the bearing bar is typically formed by continuous die punching before final grating assembly. This method gives a regular tooth profile along the bar length and keeps the serrated edge consistent from panel to panel. Uniformity matters because random or irregular tooth spacing can affect both traction and visual alignment. In stair tread production, a clean and even serration pattern also improves the overall quality of the finished step, especially when the grating is galvanized after fabrication and surface details become more visible.
After welding, panels are checked for dimensional stability and flatness. Warped grating is difficult to install and can rock under load, even if the welds themselves are sound. Flatness control is therefore a basic factory inspection item. Weld strength is verified to make sure there are no missed joints, false welds, or detached cross bars. In traffic covers and larger span panels, this inspection has direct bearing on service reliability because localized weld failure can cause deformation or rattling during use.
For galvanized serrated grating, coating adhesion must also be assessed. A zinc layer that flakes at the weld zone or peels at sharp serrated edges will shorten corrosion life and expose the carbon steel beneath. Good galvanizing practice includes proper surface preparation, correct immersion control, and post-process inspection for bare spots, excessive buildup, or drainage defects. Because serrated edges have repeated peaks and valleys, they are a more demanding surface than smooth flat bar and require careful galvanizing control to maintain coating continuity without blunting the anti-slip profile excessively.
Equipment operating platforms are one of the most common uses for serrated carbon steel grating. Around pumps, compressors, tanks, mixers, dust collection systems, and process skids, the walkway surface is often exposed to fluid drips, washdown water, and maintenance debris. A serrated panel provides better footing for operators moving between controls and service points. The open grid also allows liquid and dirt to pass through rather than collecting on the platform surface.
Stair treads are another major application. Serrated grating treads are widely used in factories, power stations, logistics facilities, wastewater plants, and external steel structures. They are particularly suitable for outdoor stairs where rainwater and dust make plain steel steps more hazardous. A tread can be supplied with side plates for bolting, a front anti-slip nosing, and edge banding according to the stair frame detail. In high-use industrial stairs, the combination of open area and serrated grip remains practical over long service periods because it does not rely on coatings that wear away at the walking line.
Vehicle traffic trench covers require stronger consideration of bearing bar size, support frame design, and impact loading. Forklift routes, warehouse service channels, and loading bay drainage lines often use serrated grating covers because tires, especially on wet steel, benefit from additional surface bite. For heavier truck traffic, the panel design must account for wheel load concentration and support spacing. Serration helps traction, but structural section selection is still the controlling factor in this application.
Sloped walkways and unloading platforms are environments where serrated grating shows one of its clearest advantages. Inclined surfaces increase the sliding force on footwear and wheeled equipment. In addition, these locations are frequently exposed to weather and dirt from transport activity. Serrated grating gives a more secure walking surface without sacrificing drainage. On unloading platforms where pallets, drums, or goods are moved by hand or light wheeled equipment, the right tooth profile can improve both foot control and the stability of movement over the steel surface.
For regular industrial projects, hot-dip galvanized serrated grating in common specifications is often kept in stock in finished form. This shortens supply time for standard walkways, stair treads, trench covers, and replacement panels where dimensions match established sizes. Stocked sections usually center on common bearing bar combinations and widely used mesh spacing such as 30×100 mm and 40×100 mm. For projects with repetitive modules, this provides a straightforward route from specification to delivery.
Non-standard fabrication is also routine in serrated grating production. Arc panels, corner cut-outs, folded edges, opening cuts, and installation clip sets can be manufactured according to project drawings. These details are common in plant revamps, steel structure retrofits, tank-top access routes, and machine platforms where the support layout is already fixed. The ability to combine standard grating structure with custom shape processing is one of the main reasons factory-direct production is preferred over site modification, especially when galvanizing is required after fabrication.
Load tables and CAD detailing are important support tools in this product category. A bearing bar that works for pedestrian use may not be adequate for concentrated tool loads, maintenance carts, or forklift crossing. For that reason, a proper load calculation table is useful when confirming bar size and span. CAD deepening drawings help avoid errors in cut-outs, panel orientation, support seat alignment, and accessory location. At Anping County Chuansen Silk Screen Products Co., Ltd., these drawing and specification checks are part of routine project handling for custom grating work.
Lead time for serrated carbon steel bar grating is typically around 7 to 10 days when hot-dip galvanizing is included, provided the order does not involve unusually complex geometry or large-volume scheduling constraints. Simple rectangular panels can move quickly through production. Treads with side plates, traffic covers with extra reinforcement, and curved or folded units may require additional fabrication steps before galvanizing and inspection.

The most important starting point is the load requirement. This should be stated as uniform load, concentrated load, wheel load, or another relevant structural condition. Without this information, bar size selection is only approximate. A maintenance walkway, a stair tread, and a forklift trench cover may look similar in plan view but require very different bearing bar sections and support arrangements.
The second key item is the bearing bar specification together with grid spacing. A complete specification such as 32×5 mm serrated flat bar with 30×100 mm mesh is much more useful than describing the product only as anti-slip grating. If the project is replacing an existing panel and the original specification is unknown, overall panel thickness, support span, and application type should be included so the section can be evaluated correctly.
Panel size and shape should then be provided, along with any requirement for galvanizing. For standard panels, length and width may be sufficient. For non-standard units, a drawing is strongly preferred, especially if the panel includes notches, cut angles, edge plates, hinges, or formed details. Surface treatment should be stated clearly, since bare steel, painted finish, electro-galvanized finish, and hot-dip galvanized finish follow different production routes and have different service expectations.
When the inquiry includes load condition, bearing bar size, mesh spacing, panel dimensions, and finish requirement in one set of information, the selection process becomes much more accurate. That is particularly important for serrated carbon steel bar grating, because the anti-slip profile is only one part of the specification; the panel still has to meet structural duty, corrosion exposure, and installation conditions at the same time.
Is serrated grating stronger than plain grating?
Serration mainly improves slip resistance. Structural strength depends on the bearing bar size, thickness, spacing, span, and weld quality. A serrated panel and a plain panel with the same structural dimensions will have similar load-bearing behavior.
What surface treatment is most common for serrated carbon steel grating?
Hot-dip galvanizing is the most common treatment because it provides durable corrosion protection for outdoor and industrial service. It is widely used on platforms, stair treads, trench covers, and loading areas.
Can serrated grating be used for forklift traffic?
Yes, but the panel must be selected according to actual wheel load, support spacing, and impact condition. Serration helps traction, but heavy traffic applications require correct structural design first.
What is the difference between single-sided and double-sided serration?
Single-sided serration places the tooth profile on the top walking edge of the bearing bar and is the usual configuration. Double-sided serration is used in special cases where both edges are part of the functional surface or where a different fabrication detail is required.
Is Q355B necessary for every serrated grating project?
No. Q235B is sufficient for a large share of standard industrial flooring and access applications. Q355B is considered when higher strength is needed for longer spans or heavier load conditions.
