Accueil > Produits > Caillebotis en acier > Grille en acier inoxydable 316L 19-W-4
Le caillebotis 19-W-4 en acier inoxydable 316L est un revêtement de sol à mailles ouvertes soudées, conçu pour les applications nécessitant une capacité de charge élevée, un bon drainage, …
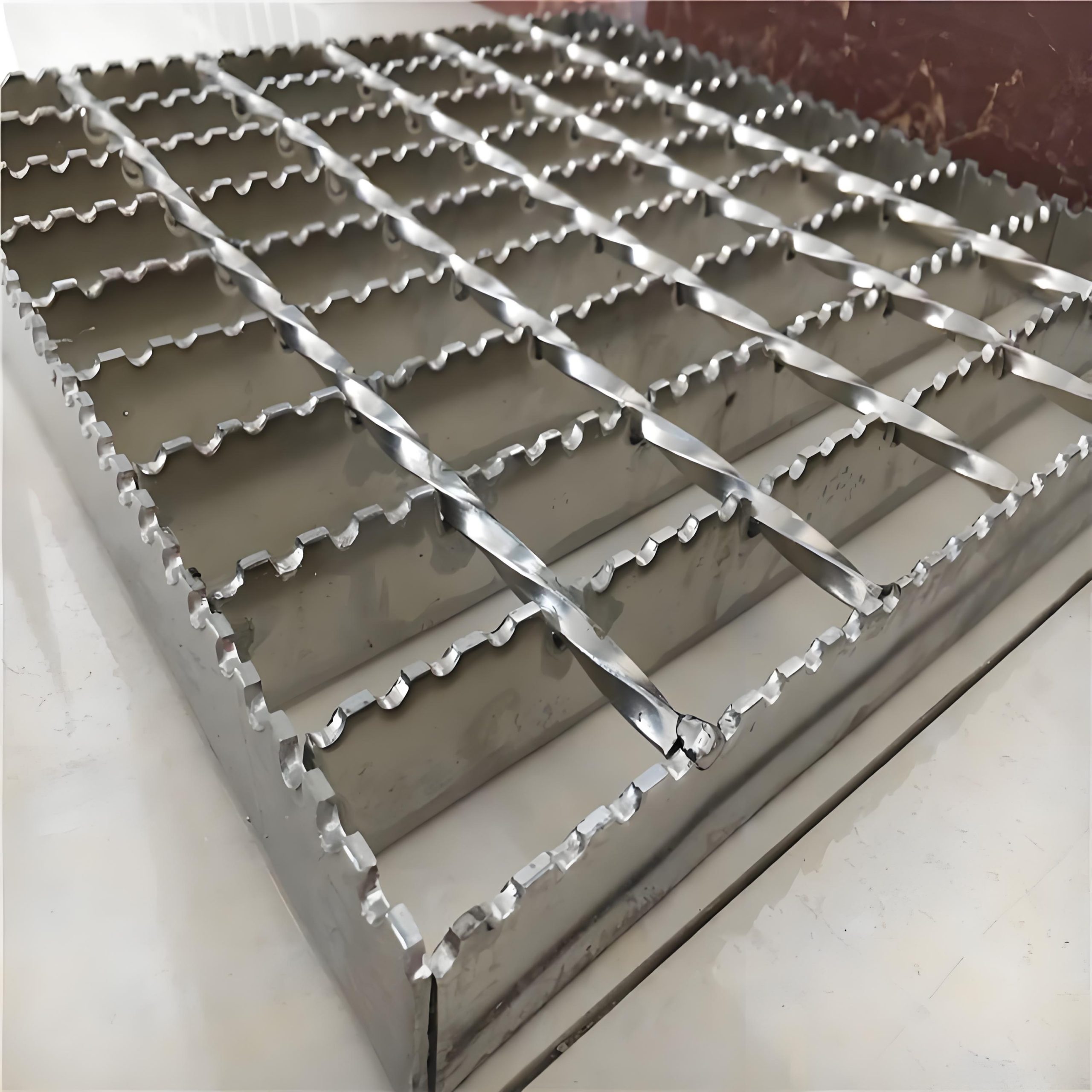
Le caillebotis 19-W-4 en acier inoxydable 316L est un revêtement de sol à mailles ouvertes soudées, conçu pour les applications nécessitant une capacité de charge élevée, un bon drainage, une bonne ventilation, une prévention des glissades et une résistance accrue à la corrosion. La désignation 19-W-4 identifie une configuration de caillebotis avec des barres porteuses espacées de 19/16 pouces, soit 1-3/16 pouces, entre les axes, des barres transversales soudées et des barres transversales espacées de 4 pouces entre les axes. En combinant cette configuration de caillebotis soudé éprouvée avec de l'acier inoxydable 316L à faible teneur en carbone, le produit fini convient aux plates-formes maritimes, aux usines de traitement chimique, aux installations agroalimentaires, aux systèmes de traitement des eaux usées, aux couvercles de drainage, aux passerelles industrielles, aux marches d'escalier et à d'autres environnements humides ou exposés au chlorure. Les spécifications correctes du caillebotis doivent également définir la hauteur et l'épaisseur des barres porteuses, la surface lisse ou dentelée, les dimensions des panneaux, la portée libre, les exigences de charge, la finition de surface, le bordage, les découpes, le système de support et la méthode d'installation.
La caillebotis 19-W-4 en acier inoxydable 316L est constituée de barres porteuses parallèles en acier inoxydable 316L reliées par des barres transversales perpendiculaires. Les barres porteuses supportent la charge structurelle principale entre les appuis, tandis que les barres transversales maintiennent l'espacement et l'alignement des barres porteuses et assurent la stabilité latérale du panneau.
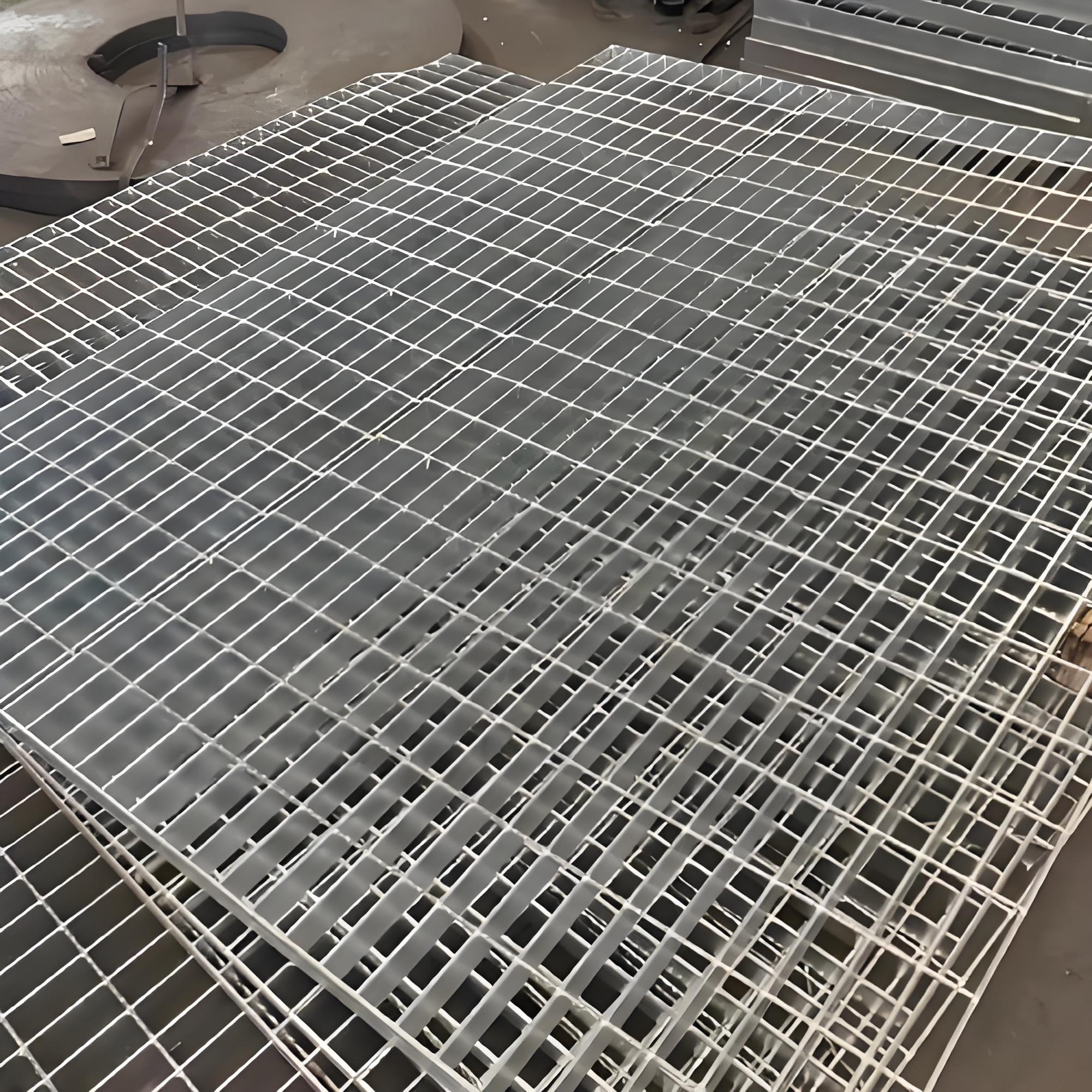
Ce produit est doté d'un maillage rectangulaire ajouré qui laisse passer l'eau, les produits de nettoyage, l'air, la lumière, la chaleur et les petits débris. Cette conception ajourée le rend particulièrement adapté aux sols et aux plates-formes industriels, où un revêtement en dalles pleines risquerait de retenir les liquides, d'entraver la ventilation ou d'ajouter un poids inutile.
L'acier inoxydable de type 316L contient du chrome, du nickel et du molybdène, et présente une teneur en carbone réduite. Le molybdène améliore la résistance à la corrosion par piqûres induite par les chlorures par rapport à l'acier inoxydable 304, tandis que la faible teneur en carbone réduit le risque de précipitation de carbures de chrome dans les zones affectées par la chaleur lors du soudage. Ces caractéristiques rendent le 316L particulièrement adapté aux caillebotis soudés, car le soudage est utilisé à la fois lors de la production des panneaux et lors des opérations de fabrication secondaires telles que le bordage, l'encadrement, la fixation des plinthes et la fabrication des marches d'escalier.
La caillebotis en acier inoxydable 316L de type 19-W-4 n'est pas un produit à capacité de charge unique. La désignation 19-W-4 définit l'espacement et la construction soudée, mais elle ne précise pas la profondeur ni l'épaisseur des barres porteuses. Deux panneaux portant la même désignation 19-W-4 peuvent avoir des capacités de charge très différentes si les dimensions de leurs barres porteuses diffèrent.
Une description complète du produit devrait normalement comporter :
| Élément de spécification | Informations à vérifier |
| Qualité des matériaux | Acier inoxydable 316L, y compris la norme relative au matériau et la certification requises |
| Désignation de la grille | Caillebotis en barres soudées 19-W-4 |
| Taille de la barre d'appui | Hauteur et épaisseur des barres porteuses |
| Type de surface | Lisse ou dentelé |
| Taille du panneau | Longueur et largeur totales de chaque panneau |
| Sens de la portée | Direction dans laquelle les poutres de support s'étendent entre les appuis |
| Fabrication | Bandes décoratives, encadrements, découpes, plinthes, bordures de marches d'escalier ou autres éléments |
| Finition de la surface | Finition brute, décapée, passivée, polie ou électropolie si nécessaire |
| Chargement en cours | Charge uniforme, charge concentrée, charge par roue et déformation admissible |
| Installation | Agrafes, boulons, soudures, châssis ou systèmes de fixation amovibles |
La désignation 19-W-4 permet de décrire de manière concise l'espacement des barres d'appui, le type de construction et l'espacement des barres transversales du caillebotis. Elle doit être lue en trois parties distinctes : 19, W et 4.
| Désignation | Signification | Description pratique |
| 19 | Barres de support espacées de 19/16 pouces entre les axes | La distance entre les centres des barres d'appui adjacentes est de 1-3/16 pouces, soit environ 30,2 mm. |
| W | Construction en caillebotis soudé | Les traverses sont soudées aux longerons pour former un panneau de caillebotis rigide. |
| 4 | Traverses espacées de 10 cm (4 pouces) entre leurs axes | La distance entre les centres des barres transversales adjacentes est d'environ 101,6 mm. |
La désignation complète décrit donc un caillebotis à barres soudées dont les barres porteuses sont espacées d'environ 30,2 mm et les barres transversales d'environ 101,6 mm. Dans certains documents de projet métriques, cela peut être décrit approximativement comme un espacement de 30 mm sur 100 mm. Cependant, la désignation d'origine 19-W-4 est basée sur des dimensions en pouces ; il convient donc de conserver l'espacement exact en pouces lorsque l'interchangeabilité est importante.
L'écartement entre les barres porteuses est mesuré du centre d'une barre porteuse au centre de la suivante. L'ouverture libre réelle entre les barres porteuses dépend de l'épaisseur de ces dernières. Par exemple, un caillebotis de type 19-W-4 fabriqué avec des barres porteuses de 3/16 pouces d'épaisseur présente une ouverture libre plus petite qu'un caillebotis fabriqué avec des barres porteuses de 1/8 pouce d'épaisseur, même si les deux produits ont le même espacement entre les centres.

Les traverses sont placées perpendiculairement aux poutres porteuses. Elles maintiennent ces dernières alignées et stabilisent le panneau, mais ne constituent généralement pas les éléments porteurs principaux. Lors de la pose, les poutres porteuses doivent s'étendre d'un appui à l'autre.
La grille 19-W-4 présente un maillage relativement ouvert. Elle est utile pour le drainage, la ventilation, la transmission de la lumière, l'inspection visuelle et la réduction de l'accumulation de débris. Cependant, ce modèle n'est pas forcément le plus adapté à toutes les applications piétonnes. Les zones nécessitant des ouvertures résistantes aux talons, un passage d'objets restreint, des ouvertures étroites compatibles avec les fauteuils roulants ou des exigences particulières en matière d'accès public peuvent nécessiter un espacement plus serré entre les barres porteuses.
Le 316L est un acier inoxydable austénitique au chrome-nickel-molybdène dont la teneur maximale en carbone est d'environ 0,03 %. La lettre “ L ” signifie « faible teneur en carbone ». Cette limite inférieure de teneur en carbone constitue la principale différence métallurgique entre le 316L et l'acier inoxydable 316 classique.
Le tableau ci-dessous présente les limites de composition couramment spécifiées pour l'acier inoxydable 316L. L'analyse de la coulée doit être vérifiée à l'aide du certificat de matériau fourni avec le caillebotis.
| Élément | Limite de composition type | Rôle dans l'acier inoxydable 316L |
| Chrome | 16.00–18.00% | Forme la couche d'oxyde passive riche en chrome qui assure la résistance à la corrosion générale. |
| Nickel | 10.00–14.00% | Stabilise la structure austénitique et contribue à la ténacité, à la ductilité et à la résistance à la corrosion. |
| Molybdène | 2.00–3.00% | Améliore la résistance à la corrosion par piqûres au chlorure et à de nombreux environnements chimiques. |
| Carbone | 0,0301 TP3T maximum | Une faible teneur en carbone réduit le risque de sensibilisation lors du soudage. |
| Manganèse | 2,001 TP3T maximum | Contribue à la fabrication de l'acier et à la stabilité des alliages. |
| Silicium | 1,001 TP3T maximum | Il est principalement utilisé comme agent désoxydant au cours du processus de fabrication. |
| Phosphore | 0,0451 TP3T maximum | Contrôlé en tant qu'élément résiduel. |
| Soufre | 0,0301 TP3T maximum | Contrôlé afin de garantir la résistance à la corrosion et la qualité de fabrication. |
| Azote | 0,101 TP3T maximum | Contribue à la résistance et à la stabilité austénitique. |
| Fer | Solde | Constitue la base de l'alliage d'acier inoxydable. |
Lorsque l'acier inoxydable austénitique classique est exposé à certaines températures pendant le soudage, le carbone peut se combiner avec le chrome pour former des carbures de chrome le long des joints de grains. Ce processus peut réduire la teneur en chrome dans les zones avoisinantes et rendre la zone affectée thermiquement plus vulnérable à la corrosion intergranulaire. Ce phénomène est communément appelé « sensibilisation ».
Comme l'acier 316L contient moins de carbone que l'acier 316 standard, il y a moins de carbone disponible pour former des carbures de chrome lors du soudage. Cela réduit le risque d'appauvrissement en chrome autour de la soudure et contribue à préserver la résistance à la corrosion des structures soudées.
Cela ne signifie pas pour autant que toutes les soudures en acier 316L sont automatiquement résistantes à la corrosion. L'apport de chaleur lors du soudage, le métal d'apport, la conception de l'assemblage, la contamination de surface, la coloration due à la chaleur, l'exposition à l'oxygène, le nettoyage et l'environnement d'utilisation continuent d'influencer les performances. La faible teneur en carbone constitue un avantage important, mais une fabrication adéquate et un traitement post-soudage restent indispensables.
L'acier 316L présente une microstructure austénitique. Il offre une bonne ductilité, une bonne ténacité, une bonne soudabilité et une bonne formabilité. Ces propriétés permettent de le découper, de le souder, de l'entailler, de le cercler, de le mettre en cadre et de le transformer en panneaux de caillebotis de forme irrégulière.
L'acier 316L recuit est généralement considéré comme non magnétique ou seulement faiblement magnétique. Le travail à froid et le soudage peuvent entraîner une réponse magnétique mesurable. Une légère attraction vers un aimant ne constitue pas un motif fiable pour rejeter le matériau au motif qu'il ne s'agirait pas de 316L. Il convient de se référer aux certificats de matériau ou à une identification formelle du matériau lorsque la vérification de la nuance est requise.
La teneur en molybdène est l'une des principales raisons pour lesquelles l'acier inoxydable 316L offre de meilleures performances que l'acier inoxydable 304 dans de nombreux environnements contenant du chlorure. Elle améliore la résistance à la corrosion par piqûres localisées et à la corrosion interstitielle. C'est pourquoi le 316L est couramment utilisé dans les installations côtières, les usines agroalimentaires utilisant du sel ou de la saumure, les systèmes de traitement des eaux usées, les usines chimiques et les structures en bord de mer.
Cependant, l'acier 316L n'est pas à l'abri de la corrosion due à l'eau de mer. Les solutions chaudes, stagnantes, peu aérées ou à forte concentration en chlorure peuvent tout de même provoquer une corrosion par piqûres et une corrosion caverneuse. Les joints serrés, les dépôts, les cadres, les agrafes et les zones où l'eau salée reste emprisonnée nécessitent une attention particulière.
La grille en acier inoxydable 316L de type 19-W-4 est constituée de barres porteuses parallèles et de barres transversales perpendiculaires. Les barres porteuses sont espacées de 19/16 pouces, tandis que les barres transversales sont espacées de 4 pouces.
| Composant | Espacement nominal | Espacement métrique approximatif | Fonction principale |
| Barres portantes | 1 3/16 pouces d'entraxe | 30,2 mm entre les axes | Assumer la charge structurelle principale entre les appuis. |
| Barres transversales | 10 cm d'entraxe | 101,6 mm entre les axes | Maintenir l'alignement des barres d'appui et stabiliser le panneau de caillebotis. |
L'ouverture libre entre les barres d'appui est inférieure à 1 3/16 pouces, car la barre d'appui elle-même occupe une partie de l'espace. L'ouverture libre peut être estimée en soustrayant l'épaisseur de la barre d'appui de l'entraxe.
Par exemple, si l'épaisseur de la barre d'appui est de 3/16 pouces, l'ouverture libre nominale est d'environ un pouce. Les tolérances de fabrication, la forme des dentelures, le bordage et les déformations dues au soudage peuvent influencer l'ouverture finale mesurée.
L'espacement des barres de support, d'environ 30,2 mm, offre un compromis pratique entre la surface ajourée et la résistance à la marche. Ce produit est largement utilisé pour les passerelles industrielles, les plates-formes, les couvercles de drainage et les marches d'escalier. La structure ajourée empêche l'accumulation d'eau et laisse passer l'air et la lumière.
Un espacement plus étroit entre les barres de support peut offrir un meilleur maintien pour les chaussures étroites, les petites roues et les objets de petite taille, mais cela augmente la quantité de matériau, le poids des panneaux et le coût. Un espacement plus large réduit le poids et augmente la surface ouverte, mais il peut ne pas répondre aux exigences en matière de sécurité des piétons ou de rétention des objets.
Un espacement de 10 cm entre les traverses est courant pour les caillebotis soudés à usage standard. Les traverses limitent le déplacement latéral des barres porteuses et assurent la stabilité du panneau. Elles influent également sur l'aspect visuel du maillage et sur la manière dont les petits objets passent à travers le caillebotis.
Les traverses ne doivent pas être considérées comme le principal axe de charge. Un panneau installé avec des traverses reliant des appuis structurels peut présenter une capacité de charge bien inférieure à celle prévue.
Les caillebotis en acier inoxydable 316L de type 19-W-4 sont généralement fabriqués selon un procédé de soudage par résistance contrôlé. Les barres porteuses sont disposées parallèlement, les barres transversales sont placées perpendiculairement à celles-ci, et une pression ainsi qu'un courant électrique sont appliqués aux points d'intersection afin de former des assemblages permanents.
La production doit débuter par la vérification de la nuance d'acier inoxydable, des dimensions des barres porteuses et des barres transversales, de l'état de surface du matériau, ainsi que des documents de traçabilité. Le matériau utilisé pour une commande en 316L ne doit pas être mélangé avec de l'acier 304, 316, de l'acier au carbone ou d'autres nuances d'acier inoxydable.
Lorsque le projet exige une traçabilité documentée, les numéros de cuve doivent être associés aux panneaux finis ou au lot de production. L'identification positive des matériaux peut être utilisée pour les projets critiques dans les secteurs chimique, maritime ou pharmaceutique.
Les barres de support sont coupées ou préparées à la longueur requise pour le panneau. Il convient de vérifier leur hauteur, leur épaisseur, leur rectitude et l'état de leur surface. Pour les caillebotis dentelés, les bords supérieurs sont profilés avec des dents ou des encoches régulières avant le soudage des panneaux.
Les barres de support sont espacées de 3,2 cm. Il est important de respecter cet espacement avec précision, car un espacement irrégulier peut avoir une incidence sur la largeur des panneaux, la surface libre, la facilité de circulation, l'aspect esthétique et l'ajustement dans les cadres de support.
Les barres transversales sont espacées de 10 cm et soudées aux barres porteuses. Une pression et un courant contrôlés permettent d'obtenir une liaison solide. Les paramètres de soudage doivent être suffisants pour garantir la solidité des jonctions sans provoquer de déformation inacceptable des barres, de brûlures ou de dommages excessifs à la surface.
Le soudage génère de la chaleur et des contraintes dans le panneau. Il peut être nécessaire de redresser ou d'aplanir le caillebotis après le soudage. Il convient de vérifier la planéité, la perpendicularité, l'alignement des barres porteuses et les dimensions globales avant de procéder à la fabrication secondaire.
Les panneaux de caillebotis en stock peuvent être découpés aux dimensions finales. La fabrication peut inclure le placage des bords, des plinthes, des cadres de tranchée, des plaques de support pour marches d'escalier, des trous de fixation, des découpes pour tuyaux, des encoches pour colonnes, des poignées de levage ou d'autres détails spécifiques au projet.
Le soudage génère une coloration thermique et une couche d'oxyde. La zone située sous une coloration thermique importante peut présenter une résistance réduite à la corrosion, car le chrome est appauvri à proximité de la surface oxydée. Dans les applications impliquant des chlorures, en milieu marin, dans l'industrie chimique ou dans le secteur de l'hygiène, il ne faut pas laisser la coloration thermique visible sur le caillebotis fini.
Le décapage, le nettoyage mécanique à l'aide d'outils adaptés en acier inoxydable uniquement et la passivation peuvent être utilisés pour redonner à la surface un aspect propre et résistant à la corrosion. Le procédé choisi doit éliminer les impuretés sans y incruster de particules d'acier au carbone ni endommager la géométrie de la barre.
Les caillebotis en acier inoxydable 316L de type 19-W-4 peuvent être fournis avec des barres de support lisses ou dentelées. Le choix doit être fondé sur le risque de glissade, les exigences en matière de nettoyage, le type de chaussures, le drainage, la contamination du processus et les conditions d'entretien.
| Fonctionnalité | Grille lisse en acier inoxydable 316L, 19-W-4 | Grille dentelée en acier inoxydable 316L, modèle 19-W-4 |
| Surface supérieure | Plat et non dentelé | Bord de barre d'appui denté ou cranté |
| Résistance au glissement | Convient aux zones de passage sèches ou à circulation contrôlée | Meilleure adhérence sur sol mouillé, huileux, boueux ou en extérieur |
| Nettoyage | Plus facile à laver et à inspecter visuellement | Il faut faire plus attention aux dentelures |
| Confort de marche | Plus souple sous le pied | Un contact avec la surface plus intense |
| Applications typiques | Nettoyer les plates-formes, les couvercles de caniveaux, les passerelles intérieures et les sols des zones de transformation | Passerelles maritimes, escaliers exposés à l'humidité, plates-formes de traitement chimique et zones de lavage |
Les caillebotis lisses présentent des barres de support à surface plane. Ils sont souvent choisis pour les zones où la facilité de nettoyage, l'hygiène, la circulation des chariots et le confort de marche priment sur les performances antidérapantes.
Parmi les applications courantes, on peut citer les plates-formes d'accès dans l'industrie agroalimentaire, les passerelles intérieures des usines chimiques, les couvercles de canalisations, les zones techniques des industries pharmaceutiques et les plates-formes d'équipements où l'exposition aux liquides est maîtrisée.
Les caillebotis dentelés sont dotés d'encoches sur le bord supérieur des barres porteuses. Ces encoches augmentent la surface de contact avec les chaussures et contribuent à améliorer l'adhérence dans les zones humides ou souillées.
Les caillebotis dentelés en acier inoxydable 316L de type 19-W-4 sont couramment utilisés sur les plateformes offshore et côtières, les marches d'escaliers extérieurs, les sols destinés aux traitements chimiques en milieu humide, les voies d'accès aux stations d'épuration, les zones de lavage et les zones de maintenance navale.
Les rainures améliorent l'adhérence, mais ne rendent pas la grille totalement antidérapante. La présence d'huile, de graisse, de glace, de dépôts biologiques ou chimiques, ainsi qu'un mauvais entretien, peuvent toujours rendre les surfaces dangereuses. Un système de drainage efficace, un nettoyage régulier, des mains courantes, un éclairage adéquat, des chaussures adaptées et une fixation correcte des panneaux restent indispensables.
Les dimensions des barres porteuses déterminent en grande partie la capacité de charge des caillebotis en acier inoxydable 316L de type 19-W-4. Les dimensions des barres porteuses sont généralement exprimées en hauteur sur épaisseur. La hauteur est mesurée verticalement, tandis que l'épaisseur est mesurée en travers de la barre.
| Exemple de dimensions d'une barre d'appui | Orientations générales en matière de sélection | Considérations relatives aux applications types |
| 2,54 cm × 0,32 cm | Section légère pour les portées courtes | Grilles piétonnes légères et petits couvercles de drainage, sous réserve d'une vérification de la charge |
| 2,54 cm × 0,48 cm | Une plus grande épaisseur et une meilleure résistance locale | Passerelles industrielles de petite portée et couvercles amovibles |
| 3,2 cm × 0,3 cm | Profondeur modérée et panneau plus léger | Plateformes piétonnes et revêtements de sol d'accès général |
| 3,2 cm × 0,5 cm | Rigidité et résistance aux chocs améliorées | Plates-formes industrielles et caniveaux de drainage |
| 3,8 cm × 0,3 cm | Une section plus profonde pour des portées piétonnes plus longues | Passerelles surélevées et plates-formes de maintenance |
| 3,8 cm × 0,5 cm | Barre d'appui robuste à usage standard | Plates-formes d'usines chimiques, passerelles maritimes, marches d'escalier et couvercles de tranchées |
| 4,5 cm × 0,5 cm | Une rigidité accrue pour les portées plus exigeantes | Zones d'accès industrielles et grandes ouvertures sans appui |
| 5 cm × 5 mm | Poutre profonde pour des charges plus élevées ou des portées plus longues | Zones à forte fréquentation piétonne et certaines zones d'accès aux équipements |
Ces dimensions sont données à titre indicatif et ne constituent pas des recommandations automatiques. Le choix final doit être fondé sur un tableau de charges correspondant aux caillebotis en acier inoxydable 316L ou sur un calcul technique. Une dimension de barre adaptée à un couvercle de tranchée de petite largeur peut présenter une déformation excessive sur une travée de plate-forme plus large.
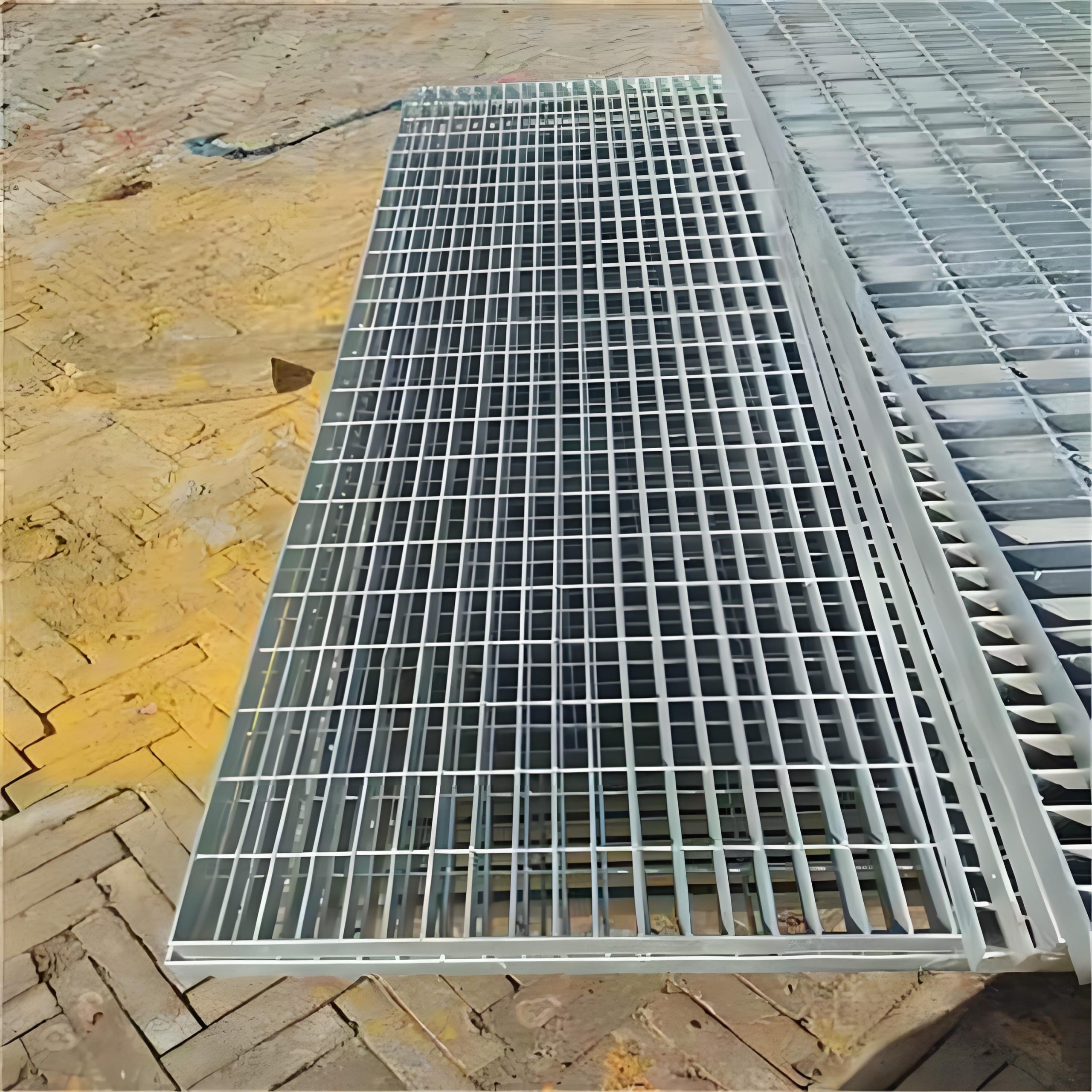
Les caillebotis en acier inoxydable 316L peuvent être fournis sous forme de panneaux standard ou de panneaux sur mesure. Les panneaux standard sont utiles lorsque l'installateur se charge lui-même de la découpe et de la mise en place. Les panneaux sur mesure sont plus adaptés lorsque le projet nécessite des tolérances strictes, des bordures, des cadres, des formes irrégulières ou un emplacement précis des panneaux.
| Présentation d'un panel | Options disponibles | Informations importantes concernant la commande |
| Longueur du panneau | Longueur standard ou sur mesure | Les barres de support sont généralement parallèles à la longueur du panneau. |
| Largeur du panneau | Largeur totale standard ou sur mesure | Vérifiez si les bandes sont comprises dans les dimensions hors tout. |
| Motif en mailles | 19-W-4 | Entraxe des barres d'appui de 1-3/16 pouce et entraxe des barres transversales de 4 pouces. |
| Type de surface | Lisse ou dentelé | Choisissez en fonction du risque de glissade et des exigences en matière de nettoyage. |
| Bords | Ouvert, à bordure, à bande de chargement ou à cadre | Définissez le traitement des bords souhaité pour chaque côté. |
| Fabrication sur mesure | Découpes, encoches, plaques d'extrémité, châssis, plaques de support ou éléments de levage | Fournir les plans approuvés indiquant les repères des panneaux et l'orientation des barres de support. |
Le maillage 19-W-4 reste identique quelle que soit la hauteur des barres porteuses. En revanche, la largeur utile varie en fonction de l'épaisseur des barres porteuses. Des barres plus épaisses réduisent la largeur utile entre les barres et augmentent la quantité d'acier inoxydable dans le panneau.
L'acheteur doit vérifier si les exigences du projet sont fondées sur l'entraxe, la largeur utile, le pourcentage de surface libre ou une norme spécifique. Il s'agit de mesures liées, mais qui ne sont pas identiques.
La capacité de charge d'un caillebotis en acier inoxydable 316L de type 19-W-4 dépend principalement de la section des barres porteuses et de la portée libre entre les appuis. La désignation 19-W-4 ne peut à elle seule servir d'indicateur de capacité de charge.
Les poutres porteuses doivent s'étendre entre les appuis structurels. Cette direction correspond à la direction de la portée. Les traverses sont perpendiculaires à la portée et ne supportent généralement pas le panneau au-dessus de l'ouverture principale.
Sur les panneaux rectangulaires, les barres d'appui sont souvent disposées parallèlement à la plus grande dimension, mais ce n'est pas une règle absolue. Chaque plan de fabrication doit indiquer clairement l'orientation des barres d'appui.
La portée libre correspond à la distance sans appui entre les bords intérieurs des appuis. À mesure que la portée libre augmente, la contrainte de flexion et la déformation augmentent considérablement. Une augmentation relativement faible de la portée peut nécessiter une poutre d'appui plus profonde.
Une charge uniforme est répartie sur une surface définie. Il peut s'agir, par exemple, de groupes de travailleurs, de matériaux stockés ou d'une charge au sol de conception appliquée sur l'ensemble de la plate-forme. La capacité de charge uniforme doit être vérifiée en tenant compte de la déformation admissible.
Une charge concentrée s'exerce sur une surface plus petite. Les pieds d'équipement, les roues de chariot, les outils d'entretien, les supports de tuyauterie et les socles de petites machines peuvent générer des charges concentrées. Ces charges peuvent déterminer la conception même lorsque le poids total est inférieur à la capacité de charge uniforme.
Les petites roues rigides peuvent générer des contraintes locales élevées. Les caillebotis destinés à accueillir des chariots ou des équipements mobiles doivent être évalués en fonction de la charge par roue, de la surface de contact des roues, de l'espacement entre les roues, du sens de déplacement et des chocs. Les données standard relatives à la charge piétonne peuvent ne pas être suffisantes.
La résistance structurelle ne se mesure pas uniquement à l'aune d'une rupture définitive de la barre. Une déformation élastique excessive peut donner une impression d'instabilité à la passerelle, provoquer le déplacement des panneaux, créer des risques de trébuchement entre des panneaux adjacents, endommager les assemblages ou permettre à des équipements d'entrer en contact avec les structures environnantes.
Le cahier des charges du projet doit donc définir à la fois la charge requise et la déformation admissible.
Les extrémités des barres d'appui doivent reposer suffisamment sur l'acier de support ou le cadre. Un appui insuffisant au niveau des extrémités peut entraîner une instabilité des panneaux, des dommages aux bords ou un écrasement localisé. La largeur d'appui requise doit être définie par l'ingénieur chargé du projet ou conformément à la norme d'installation applicable.
| Spécifications techniques | Pourquoi c'est important |
| Portée libre | Détermine la longueur non soutenue des barres d'appui. |
| Charge uniforme | Désigne le personnel, le stockage ou la charge opérationnelle répartis. |
| Charge concentrée | Désigne les pieds d'équipement, les outils ou les charges isolées. |
| Charge par roue | Permet de contrôler la réponse locale sous les chariots et les équipements mobiles. |
| Déformation admissible | Permet de contrôler le mouvement, le confort et l'alignement entre les panneaux. |
| Largeur du support | Assure un bon maintien des extrémités des barres d'appui. |
| Taille du panneau | Cela a une incidence sur la manutention, l'emplacement des joints, la disposition des supports et le nombre de fixations. |
| Environnement de service | Cela influe sur le choix de l'alliage, le traitement de surface, l'entretien et la conception des raccords. |
L'acier inoxydable 316L est choisi pour les caillebotis 19-W-4 principalement parce qu'il offre une meilleure résistance au chlorure et à de nombreux environnements chimiques que l'acier inoxydable 304. Ses performances dépendent toutefois de la température, de la concentration en chlorure, de la disponibilité en oxygène, des dépôts, de l'état de la surface, de la qualité de fabrication et des pratiques de nettoyage.
On trouve des chlorures dans l'eau de mer, l'air côtier, les saumures, les aliments salés, les produits chimiques pour piscines, les sels de déneigement et certains nettoyants industriels. Les chlorures peuvent détruire le film passif qui recouvre l'acier inoxydable et provoquer des piqûres localisées.
Le molybdène présent dans l'acier 316L améliore la résistance à la corrosion par piqûres par rapport à l'acier 304. C'est pourquoi l'acier 316L est souvent choisi pour les applications en milieu côtier et les processus impliquant des milieux humides. Cependant, cette nuance présente encore certaines limites. Une forte concentration en chlorure, des températures élevées, la stagnation des liquides, une faible teneur en oxygène et la présence de dépôts en surface peuvent provoquer une corrosion.
L'acier inoxydable 316L est largement utilisé dans les structures en milieu marin, les installations portuaires, les usines de transformation côtières, les zones d'accès aux navires et les plates-formes de service offshore. Les caillebotis dentelés en 316L offrent à la fois une résistance à la corrosion et une meilleure adhérence dans les zones exposées aux embruns ou à la pluie.
Une immersion prolongée dans de l'eau de mer chaude ou stagnante est plus exigeante qu'une exposition occasionnelle aux embruns salés. Les fixations trop serrées, les profilés qui se chevauchent, les assemblages boulonnés et les supports mal drainés peuvent former des interstices où la concentration en chlorure augmente. En cas d'immersion prolongée dans l'eau de mer ou d'exposition à des chlorures à haute température, il peut être nécessaire d'envisager l'utilisation d'acier inoxydable duplex ou d'un alliage plus résistant.
L'acier 316L résiste à de nombreux fluides de process, mais aucune nuance d'acier inoxydable n'est universellement résistante à tous les produits chimiques. Le type d'acide, sa concentration, la présence de contaminants, la température, le débit, l'aération et les procédures de nettoyage peuvent modifier le comportement à la corrosion.
Avant de choisir un caillebotis en acier 316L pour une usine chimique, il convient de vérifier la compatibilité du matériau avec l'environnement chimique réel. L'évaluation doit porter sur les conditions normales d'exploitation, les produits chimiques de nettoyage, les conditions de démarrage et d'arrêt, les déversements, l'exposition aux vapeurs et la possibilité que des dépôts subsistent sur le caillebotis.
La grille en acier inoxydable 316L de type 19-W-4 convient à de nombreux environnements industriels humides, notamment les stations d'épuration, les plates-formes de pompage, les sols lavables, les canaux de drainage, les zones techniques et les systèmes d'accès extérieurs.
La structure ajourée permet au liquide de s'écouler à travers le panneau, mais le système de drainage situé sous la grille doit également être efficace. Les cadres, les supports et les fixations en acier inoxydable ne doivent pas former de poches dans lesquelles le liquide contaminé pourrait rester emprisonné.
Les usines agroalimentaires peuvent exposer les caillebotis à l'eau, au sel, aux acides organiques, aux produits chimiques de nettoyage, à la vapeur, aux résidus de produits et à des lavages répétés. L'acier 316L est souvent choisi lorsque les conditions de production sont plus corrosives que celles pour lesquelles l'acier 304 est adapté.
Parmi les exemples typiques, on peut citer la transformation des produits de la mer, la production d'aliments salés, les systèmes de nettoyage des installations laitières, la transformation des boissons, la manipulation de saumure et les zones où sont utilisés des produits chimiques de désinfection agressifs. La finition des surfaces et la qualité de fabrication doivent faciliter le nettoyage et l'inspection.
La corrosion par piqûres se manifeste sous forme de trous ou de cavités localisés, tandis que la corrosion interstitielle se produit dans les zones à l'abri de l'air, où les solutions chimiques deviennent plus agressives. Les cadres de caillebotis, les agrafes boulonnées, les éléments qui se chevauchent, les débris coincés et les raccords à joint d'étanchéité peuvent créer des interstices.
Une conception bien pensée doit réduire au minimum les interstices étroits susceptibles de retenir l'humidité, permettre un accès facile pour le nettoyage et éviter les rebords horizontaux où s'accumulent les dépôts de sel. Un lavage régulier à l'eau douce adaptée peut réduire l'accumulation de sel dans les environnements côtiers.
Lorsque des caillebotis en acier 316L sont mis en contact avec de l'acier au carbone, de l'aluminium, de l'acier galvanisé ou d'autres métaux en présence d'un électrolyte, des effets galvaniques peuvent se produire. Leur gravité dépend de la combinaison des métaux, des surfaces exposées, du contact électrique et de l'environnement.
Les éléments de fixation, les clips, les cadres de support et les ancrages doivent être choisis en tenant compte de la compatibilité des matériaux. Des rondelles d'isolation, des revêtements, des mastics d'étanchéité ou des fixations en acier inoxydable compatibles peuvent être nécessaires.
L'acier 316L est particulièrement adapté aux caillebotis soudés, car le processus de fabrication de ces derniers génère de nombreuses intersections soudées. Des soudures supplémentaires sont également souvent nécessaires pour les bordures, les cadres, les flancs des marches d'escalier, les plinthes, les poignées de levage et les fixations d'installation.
La teneur maximale en carbone de l'acier 316L est inférieure à celle de l'acier 316 standard. Lors du soudage, cette teneur en carbone plus faible réduit la tendance à la précipitation de carbures de chrome aux limites des grains. Par conséquent, la zone affectée thermiquement est moins susceptible de perdre sa résistance à la corrosion par sensibilisation.
Un panneau de caillebotis soudé comporte de nombreuses intersections entre les barres porteuses et les barres transversales. Les panneaux sur mesure peuvent ensuite nécessiter des soudures supplémentaires lors de la découpe et du cerclage. Il est donc préférable d'utiliser un acier à faible teneur en carbone lorsque le produit fini ne peut pas être soumis à un recuit de mise en solution une fois la fabrication terminée.
L'acier 316L permet de préserver la résistance à la corrosion au niveau des soudures correctement réalisées, notamment par rapport aux matériaux à plus forte teneur en carbone exposés à des cycles thermiques sensibilisants. Cet avantage est particulièrement important dans les environnements chimiques, maritimes, agroalimentaires et industriels humides.
Lorsque les opérations de fabrication secondaires nécessitent l'ajout de métal d'apport, le consommable de soudage doit être choisi en fonction de sa compatibilité avec l'acier 316L et l'environnement d'utilisation. Les procédures de soudage doivent permettre de contrôler l'apport de chaleur, la déformation, la pénétration, la contamination et l'état final de la surface.
La désignation « faible teneur en carbone » n'élimine pas la nécessité d'éliminer la teinte de recuit, l'oxyde de soudure, les particules de fer incrustées et les impuretés issues de la fabrication. Une soudure en 316L présentant une forte teinte de recuit non traitée peut offrir une résistance à la corrosion superficielle inférieure à celle d'une soudure correctement nettoyée.
Dans les environnements exigeants, le cahier des charges de fabrication doit préciser si un décapage, une passivation, un nettoyage mécanique ou tout autre traitement approuvé est requis après le soudage.
| Considérations relatives aux caillebotis soudés | Avantages de l'acier 316L |
| De nombreux raccords soudés | Une faible teneur en carbone réduit le risque de sensibilisation lors de cycles de soudage répétés. |
| Plaquage des chants et encadrement | Convient à la fabrication par soudage secondaire sans nécessiter de recuit de mise en solution après fabrication dans de nombreuses applications. |
| Exposition aux agents marins et chimiques | Le molybdène améliore la résistance à la corrosion par piqûres au chlorure par rapport à l'acier inoxydable 304. |
| Zones affectées par la chaleur | Une teneur réduite en carbone contribue à préserver la résistance à la corrosion au niveau des soudures réalisées dans les règles de l'art. |
| Restauration de surfaces | Peut être décapé et passivé après soudage afin de retrouver une surface passive propre. |
Les aciers inoxydables 316L et 304 peuvent tous deux être utilisés pour la fabrication de caillebotis soudés de type 19-W-4. Leur espacement, les dimensions des barres porteuses, les dimensions des panneaux et leur configuration structurelle peuvent être identiques. La principale différence réside dans la résistance à la corrosion.
| Élément de comparaison | Grille en acier inoxydable 316L, modèle 19-W-4 | Caillebotis en acier inoxydable 304, modèle 19-W-4 |
| Système d'alliages | chrome-nickel-molybdène, à faible teneur en carbone | Acier inoxydable au chrome-nickel |
| Limite de carbone | Environ 0,031 TP3T au maximum | Environ 0,081 % au maximum pour l'acier 304 standard |
| Résistance au chlorure | Meilleure résistance à la corrosion par piqûres au chlorure et à la corrosion caverneuse | Plus limité dans les milieux riches en sel et marins |
| Résistance à la corrosion des assemblages soudés | Une faible teneur en carbone réduit le risque de sensibilisation | La norme 304 présente une teneur en carbone plus élevée ; la norme 304L peut être préférable en cas de soudures importantes |
| Utilisation en milieu marin | Grade de base couramment utilisé pour les applications côtières et en milieu marin | Nécessite une évaluation minutieuse et un entretien rigoureux en cas d'exposition au chlorure |
| Transformation des aliments | Particulièrement adapté aux saumures, aux produits salés et aux nettoyages plus agressifs | Convient à de nombreux environnements liés à l'alimentation et aux boissons |
| Environnements chimiques | Meilleur dans de nombreuses conditions chimiques, mais pas toutes | Convient à une exposition à des produits chimiques peu agressifs et à un environnement industriel général |
| Coût des matériaux | Généralement plus élevée en raison de la présence de nickel, de molybdène et du contrôle de l'alliage | Généralement plus bas |
L'acier inoxydable 304 est souvent suffisant pour les plates-formes intérieures, l'évacuation des eaux douces, la production d'aliments secs, le lavage général et une exposition atmosphérique modérée. L'utilisation de l'acier 316L dans un environnement peu exigeant peut augmenter le coût initial sans pour autant offrir un avantage significatif en termes de durée de vie.
Il convient d'envisager l'utilisation de l'acier 316L lorsque la grille est exposée à l'air marin, aux embruns, à la saumure, à des produits contenant du sel, à des nettoyants chlorés, aux eaux usées ou à des produits chimiques de traitement plus agressifs. Ce matériau est également indiqué lorsque des travaux de soudage importants sont nécessaires et que la corrosion autour des zones affectées par la chaleur constitue un risque.
La décision doit être fondée sur les conditions réelles plutôt que sur l'hypothèse selon laquelle il faudrait toujours opter pour la qualité la plus coûteuse. Il convient d'examiner conjointement la température, la concentration en produits chimiques, les procédures de nettoyage, le drainage et l'entretien.
L'acier inoxydable 316L et l'acier inoxydable 316 standard présentent des teneurs similaires en chrome, en nickel et en molybdène. Leur résistance générale à la corrosion est souvent similaire à l'état recuit de mise en solution. La principale différence réside dans la teneur maximale en carbone.
| Élément de comparaison | Caillebotis en acier inoxydable 316L | Caillebotis en acier inoxydable standard 316 |
| Teneur maximale en carbone | Environ 0,031 TP3T | Environ 0,081 TP3T |
| Aptitude au soudage | Particulièrement adapté aux constructions soudées de grande envergure | Soudable, mais le risque de sensibilisation peut être plus élevé dans certaines conditions thermiques |
| Résistance à la corrosion intergranulaire après soudage | Une meilleure résistance grâce à une teneur en carbone plus faible | Peut nécessiter un contrôle plus rigoureux lorsque le traitement thermique après soudage n'est pas possible |
| Résistance à la corrosion générale | Comparable au 316 dans de nombreux environnements | Comparable au 316L dans de nombreux environnements |
| Résistance aux températures élevées | Peut être légèrement inférieur dans certaines conditions de conception à haute température | On peut opter pour la norme 316 lorsque la teneur en carbone plus élevée garantit une meilleure résistance aux températures élevées |
| Utilisation courante des caillebotis | Panneaux destinés aux secteurs maritime, chimique, agroalimentaire et du traitement des eaux usées, ainsi qu'aux applications nécessitant de nombreuses soudures | Applications générales nécessitant une résistance à la corrosion dans des conditions de soudage contrôlées |
Pour les caillebotis à barres soudées, la nuance 316L est souvent le choix le plus judicieux, car le panneau comporte de nombreux points de soudure et peut nécessiter des soudures supplémentaires lors de la fabrication. Le recuit de détente après fabrication d'un grand panneau de caillebotis étant généralement difficile à réaliser, la nuance à faible teneur en carbone permet de réduire les risques de sensibilisation.
La norme 316 peut encore être acceptable lorsque le cahier des charges le permet et que l'environnement d'exploitation ne présente pas de risque de corrosion intergranulaire liée aux soudures. Toutefois, le bon de commande doit indiquer clairement si la norme 316 ou 316L est requise. Ces deux nuances ne doivent pas être substituées l'une à l'autre sans avoir préalablement examiné le cahier des charges du projet.
Certains produits en acier inoxydable sont fournis avec une composition chimique conforme à la fois aux spécifications des nuances 316 et 316L. Lorsque la double certification est importante, il convient de la vérifier sur le certificat du matériau plutôt que de se fier uniquement à la description du produit.
Les caillebotis en acier inoxydable 316L de type 19-W-4 sont utilisés lorsque la surface structurelle ajourée doit résister à la corrosion, permettre le drainage et offrir un accès fiable aux piétons ou au personnel d'entretien.
Les installations maritimes et côtières sont exposées aux embruns salés, à la pluie, à l'humidité et à des cycles répétés d'humidité et de séchage. Les caillebotis en acier inoxydable 316L offrent une meilleure résistance aux chlorures que ceux en 304 et ne nécessitent pas de revêtement peint ou galvanisé pour être protégés contre la corrosion.
Les barres de support dentelées sont souvent choisies pour les passerelles et les escaliers maritimes exposés aux intempéries. Les cadres, les agrafes, les boulons et les supports doivent également être conçus pour résister à ce même environnement. L'utilisation d'un caillebotis en acier inoxydable 316L avec des fixations en acier au carbone non compatibles peut entraîner des problèmes de taches et de corrosion galvanique.
Les usines chimiques utilisent des caillebotis pour l'accès aux réacteurs, les plates-formes de réservoirs, les passerelles sur les supports de tuyauterie, les plates-formes d'entretien des pompes, les zones d'échantillonnage et les systèmes de drainage. L'acier 316L convient à de nombreux environnements chimiques, mais il convient de vérifier sa compatibilité avec les fluides de process utilisés.
Les conditions liées à un déversement peuvent être plus sévères que celles d'une exposition atmosphérique normale. L'évaluation doit tenir compte de la concentration chimique, de la température, des procédures de nettoyage et de la durée pendant laquelle le liquide déversé peut rester sur le caillebotis.
Les caillebotis en acier inoxydable 316L sont utilisés dans les usines de transformation des produits de la mer, les installations laitières, les usines de boissons, la production d'aliments salés, les zones de lavage et les plates-formes sanitaires. Le choix entre une surface lisse ou dentelée doit se faire en fonction du compromis entre la résistance au glissement et la facilité de nettoyage.
Les surfaces décapées et passivées sont souvent privilégiées pour les applications hygiéniques. Un polissage ou un électropolissage peut être prescrit pour répondre à des exigences de propreté plus strictes, bien qu'il faille tenir compte de la géométrie complexe des caillebotis soudés.
Les caillebotis 316L 19-W-4 peuvent être utilisés comme couvercles de drainage amovibles. Le maillage ouvert permet à l'eau et aux liquides de process de s'écouler dans la tranchée, tandis que l'acier inoxydable résiste à la corrosion causée par les humidifications et les nettoyages répétés.
Il convient de vérifier la résistance des couvercles de regard aux charges concentrées causées par les piétons, les chariots ou les roues. Le cadre de support doit assurer un ancrage stable afin que le panneau ne bascule pas et ne bouge pas pendant son utilisation.
Les passerelles industrielles tirent parti de la surface ajourée du caillebotis 19-W-4. L'eau, la poussière et les petits débris peuvent s'écouler à travers la surface de circulation, tandis que la lumière et l'air peuvent atteindre le niveau inférieur.
Les caillebotis lisses conviennent aux environnements intérieurs aux conditions contrôlées. Les caillebotis à bords dentelés sont plus adaptés aux allées extérieures, humides, huileuses ou souillées par des résidus de production.
La caillebotis en acier inoxydable 316L de type 19-W-4 peut être transformée en marches d'escalier dotées de plaques de support soudées, de trous de fixation, de bords repliés et d'un nez de marche. Les barres de support dentelées sont généralement choisies pour les escaliers humides ou extérieurs.
Le dessin de la marche doit préciser la profondeur, la largeur, la portée, le type de nez de marche, l'orientation des barres d'appui, l'espacement des boulons et la compatibilité avec les limons.
Les installations de traitement des eaux usées utilisent des caillebotis en acier inoxydable autour des bassins, des grilles, des pompes, des canaux, des décanteurs et des systèmes de dosage de produits chimiques. L'acier 316L offre une meilleure résistance à l'humidité et à de nombreux produits chimiques utilisés dans le traitement, mais il convient tout de même d'évaluer son exposition aux chlorures, aux sulfures et aux agents nettoyants concentrés.
L'acier 316L est couramment utilisé dans les équipements hygiéniques, car il peut être nettoyé, passivé et mis en œuvre sans revêtement protecteur externe. Les caillebotis utilisés dans les zones de traitement propres doivent présenter une qualité de soudure contrôlée, des nervures lisses, des surfaces accessibles et une finition adaptée aux procédures de nettoyage.
| Application | Principaux axes de conception |
| Plateforme maritime | Résistance au chlorure, surface dentelée, drainage, fixations compatibles et élimination du sel |
| Passerelle d'une usine chimique | Compatibilité chimique, exposition aux déversements, qualité de soudage et traitement de surface |
| Zone de transformation alimentaire | Facilité de nettoyage, produits d'hygiène, exposition au sel et résistance au glissement |
| Couverture de drainage | Charge concentrée, support de châssis, fixation amovible et assise stable |
| Passerelle industrielle | Déport, orientation de la barre d'appui, type de surface et clips de fixation |
| Marche d'escalier | Bord d'attaque, plaques de support, dentelures, trous de boulons et largeur de la bande de roulement |
| Station d'épuration | Humidité constante, exposition aux produits chimiques, dépôts et accès pour le nettoyage |
La plupart des projets de caillebotis en acier inoxydable 316L de type 19-W-4 nécessitent un certain degré de fabrication sur mesure. Les panneaux peuvent devoir s'adapter autour de tuyaux, de réservoirs, de colonnes, de socles d'équipements, de plates-formes courbes, de caniveaux de drainage et d'ouvertures structurelles irrégulières.
Les panneaux peuvent être découpés à la longueur et à la largeur souhaitées. La découpe en usine permet de contrôler l'orientation des barres d'appui, les dimensions et le traitement des bords avant la livraison. Elle réduit également le risque de contamination par l'acier au carbone lié à une découpe non contrôlée sur le chantier.
Le bordage permet de fermer les extrémités exposées des poutres porteuses. Il améliore la maniabilité, l'aspect esthétique, la sécurité des bords et la rigidité locale. Les panneaux amovibles, les couvercles de drainage, les marches d'escalier et les bords apparents des plates-formes sont généralement bordés.
Les bandes de finition et les bandes de renfort ne sont pas toujours identiques. Si une barre de cerclage doit supporter une charge ou être en contact avec les roues, ses dimensions et la conception de ses soudures doivent être choisies en conséquence.
Des cadres en cornière ou en barre plate en acier 316L peuvent être fournis pour les couvercles de tranchées et les ouvertures au sol. Le cadre doit offrir un appui suffisant, permettre le drainage, éviter les interstices inutiles et faciliter le retrait des panneaux lorsque l'accès est nécessaire pour l'entretien.
Des découpes peuvent être prévues pour les tuyaux, les colonnes, les vannes, les pieds d'équipements et les éléments de structure. Les plans doivent indiquer l'emplacement de chaque ouverture par rapport à des points de référence fixes et préciser si le bord de découpe doit être renforcé.
Des rebords de protection peuvent être soudés sur les bords de la plate-forme afin de réduire le risque de chute d'outils et de matériaux vers un niveau inférieur. Leur hauteur, leur épaisseur, la disposition des soudures et les interruptions au niveau des points d'accès doivent être conformes aux spécifications de sécurité de la plate-forme.
Les marches d'escalier peuvent comporter des plaques d'extrémité, des trous de fixation, un nez de marche soudé, des bords bordés, ainsi que des poutres d'appui lisses ou dentelées. Les dimensions des marches et la disposition des trous doivent correspondre à celles des limons.
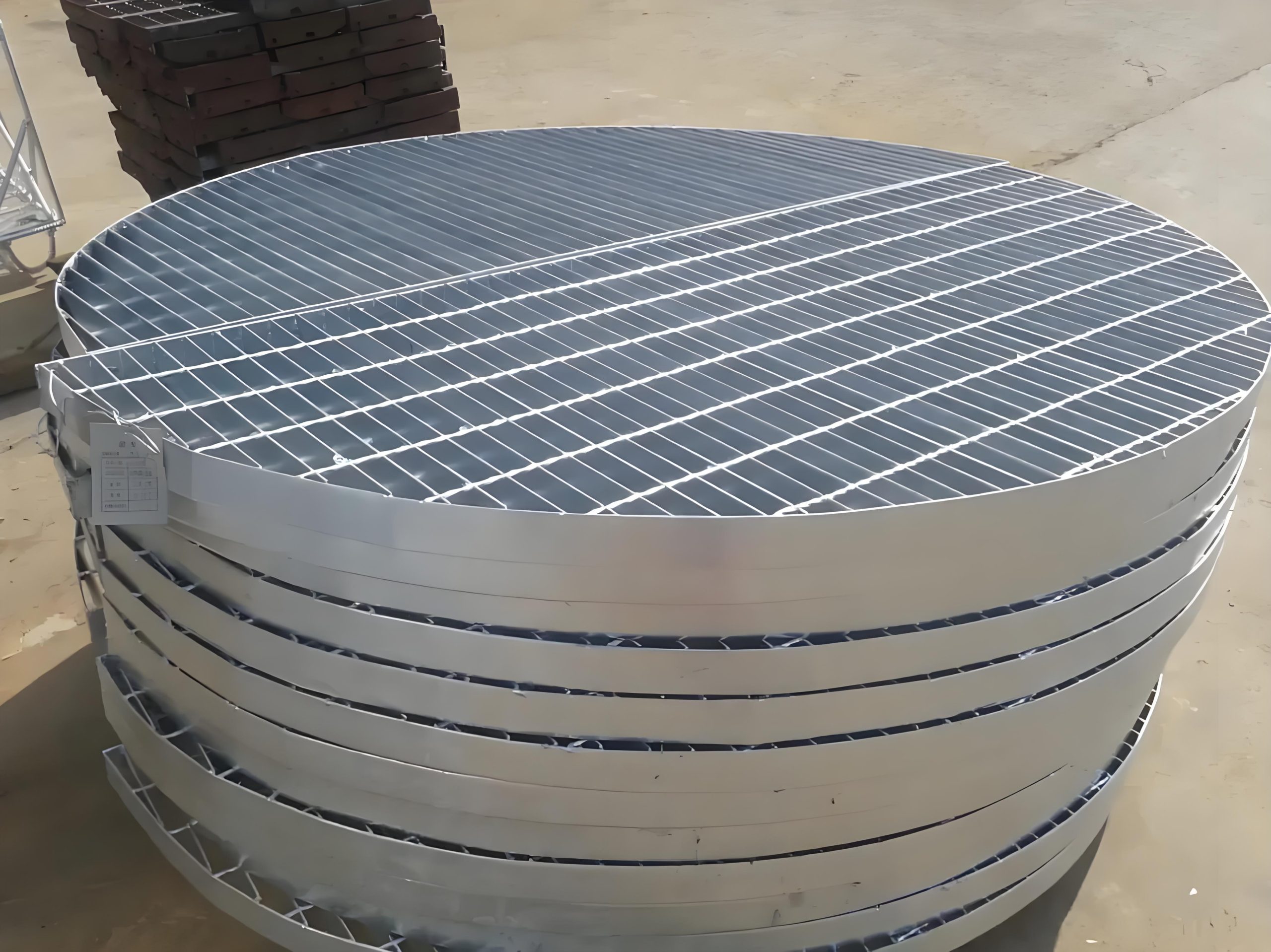
Les caillebotis en acier 316L peuvent être fabriqués sous forme de panneaux triangulaires, trapézoïdaux, courbes, en secteur, circulaires ou de forme irrégulière. Chaque panneau spécial doit porter une marque d'identification unique associée à un plan d'installation approuvé.
| Article de fabrication | Informations obligatoires concernant l'acheteur |
| Panneau coupé sur mesure | Dimensions hors tout, tolérance, quantité et sens de la barre d'appui |
| Bandes | Les bords à cercler et s'il faut un cerclage de finition ou de chargement |
| Découpe | Dimensions, forme, emplacement, dégagement et détails du cerclage |
| Cadre | Dimensions de l'ouverture, section du cadre, disposition des supports et méthode de fixation |
| Marche d'escalier | Largeur, profondeur, plaques de support, trous, nez de marche et type de surface |
| Table ronde spéciale | Plan approuvé, référence du panneau, orientation et emplacement d'installation |
La finition de surface influe sur la résistance à la corrosion, l'aspect, l'hygiène et la facilité de nettoyage. Il convient de préciser la finition souhaitée avant la fabrication, car les caillebotis soudés comportent de nombreuses intersections et surfaces internes qui sont plus difficiles à traiter une fois l'assemblage terminé.
La finition brute est l'état de surface de base de l'acier inoxydable. Elle convient à de nombreuses applications industrielles générales où l'aspect et les exigences en matière d'hygiène ne sont pas déterminants.
Le simple fait que le produit présente un aspect brut d'usine ne signifie pas pour autant que les traces de coloration dues à la chaleur de soudage ou les impuretés liées à la fabrication ont été éliminées. La commande doit préciser si un nettoyage après soudage est nécessaire.
Le décapage permet d'éliminer la calamine de soudure, la coloration due à la chaleur et certains contaminants métalliques grâce à un traitement chimique contrôlé. Il est couramment prescrit pour les caillebotis soudés en acier inoxydable 316L utilisés dans les environnements maritimes, chimiques, agroalimentaires et industriels humides.
Après le décapage, l'aspect obtenu est généralement une finition industrielle mate et épurée, plutôt qu'une surface polie à visée décorative.
La passivation élimine les traces de fer libre et favorise la formation d'une surface propre et passive, riche en chrome. La grille doit être correctement nettoyée avant la passivation. La passivation n'est pas destinée à éliminer les couches d'oxyde épaisses, la graisse ou les taches de soudure tenaces.
Le polissage réduit la rugosité de surface et améliore l'aspect et la facilité de nettoyage. Il peut être prescrit pour les applications architecturales, l'industrie agroalimentaire, le secteur pharmaceutique et les espaces publics visibles.
Étant donné que le caillebotis 19-W-4 comporte de nombreux points de soudure, le niveau de polissage requis doit être défini avec soin. Une demande générale portant sur un “ caillebotis poli ” peut ne pas préciser clairement si toutes les faces des barres, les points de soudure, les barres de liaison et les angles internes doivent être traités.
L'électropolissage consiste à éliminer une fine couche de métal par voie électrochimique, ce qui permet d'obtenir une surface plus lisse, plus propre et plus résistante à la corrosion. Ce procédé peut être envisagé dans les environnements où l'hygiène est primordiale ou dans les environnements exigeant une grande pureté.
Ce procédé entraîne des coûts supplémentaires et peut imposer des restrictions de taille ou nécessiter une manipulation spécifique. L'aspect final et les critères d'acceptation doivent être convenus avant le lancement de la production.
| Finition de la surface | Objectif principal | Application typique |
| Finition brute | Surface en acier inoxydable, modèle économique | Plates-formes industrielles générales et passerelles de service |
| Mariné | Éliminer les traces de calamine, la couche d'oxyde et les impuretés issues de la fabrication | Caillebotis industriels pour applications marines, chimiques, en milieu humide et soudés |
| Passivé | Éliminer le fer libre et favoriser la formation d'un film passif | Secteurs agroalimentaire, pharmaceutique et zones sensibles à la corrosion |
| Poli | Améliorer l'aspect et faciliter le nettoyage | Espaces de traitement respectant les normes architecturales et d'hygiène, et clairement identifiables |
| Électropoli | Améliorer la finesse de finition, la propreté et la résistance à la corrosion de la surface | Applications de haute pureté, pharmaceutiques et hygiéniques spécialisées |
Une installation correcte est indispensable pour garantir les performances structurelles et anticorrosion attendues du caillebotis en acier inoxydable 316L 19-W-4. Les panneaux doivent être posés dans le bon sens, correctement soutenus, solidement fixés et protégés contre tout contact avec des matériaux incompatibles.
Les clips mécaniques permettent de retirer les panneaux pour le nettoyage, l'inspection ou l'accès aux équipements situés sous le plancher. On privilégie généralement les clips et les fixations en acier inoxydable pour les caillebotis en 316L.
Le nombre et l'espacement des fixations doivent tenir compte des dimensions des panneaux, des vibrations, du vent, de la circulation et du risque de soulèvement. Les panneaux de grande taille ou légers peuvent nécessiter des points de fixation supplémentaires.
La fixation par boulonnage peut être utilisée pour les marches d'escalier, les cadres amovibles, les trappes d'accès et les panneaux de plate-forme. Le matériau des boulons doit être compatible avec l'acier inoxydable 316L et l'environnement d'utilisation. Il convient de protéger les filetages contre le grippage en choisissant des fixations adaptées, en appliquant une lubrification appropriée ou en respectant les procédures d'installation.
Les panneaux peuvent être soudés à des supports en acier inoxydable lorsqu'une fixation permanente est nécessaire. La fixation par soudage limite la possibilité de démontage et crée des zones affectées par la chaleur supplémentaires qui peuvent nécessiter un nettoyage et une passivation.
Le soudage direct d'un caillebotis en acier inoxydable 316L sur des supports en acier au carbone nécessite une procédure adaptée et une attention particulière aux risques de corrosion. Le joint peut entraîner une exposition à des métaux différents et créer des zones difficiles à revêtir ou à nettoyer.
Les couvercles de drainage et les panneaux de plancher amovibles sont souvent fixés dans des cadres en acier inoxydable. Le cadre doit être de niveau et offrir une largeur d'appui suffisante. Des cadres irréguliers peuvent entraîner un balancement des panneaux sous le poids des piétons.
Les panneaux adjacents doivent être alignés sans écart de hauteur excessif ni bord non soutenu. Les espaces trop importants peuvent présenter un risque de trébuchement ou permettre à des objets de tomber à travers. Les joints entre les panneaux doivent être adaptés à la disposition des supports sous-jacents.
Lorsque des caillebotis en acier inoxydable 316L sont en contact avec de l'acier galvanisé, de l'acier au carbone ou de l'aluminium, il convient de tenir compte des risques de corrosion galvanique et de taches. Des cales d'isolation, des revêtements, des rondelles non conductrices ou des supports en acier inoxydable compatibles peuvent être utilisés si nécessaire.
Les caillebotis en acier inoxydable 316L doivent être stockés à l'abri de la poussière de meulage, des copeaux d'acier au carbone, de la contamination par le sel et de l'eau stagnante. Les équipements de levage ne doivent pas endommager les dentelures, les bandes de renfort ou les surfaces finies.
Les chaînes, fourches et tables de travail en acier au carbone peuvent transférer des particules de fer sur l'acier inoxydable. L'utilisation de matériaux de protection ou de procédures de manutention spécifiques pour l'acier inoxydable permet de réduire la contamination de surface.
Le contrôle qualité doit porter sur l'identification des matériaux, l'espacement, les soudures, les dimensions, la planéité, la fabrication, l'état des surfaces et l'emballage. Le niveau d'inspection doit être adapté aux exigences du projet en matière de sécurité et de résistance à la corrosion.
Les certificats de matériaux doivent attester de la nuance 316L requise et de la spécification applicable. Les numéros de coulée doivent pouvoir être retracés si nécessaire. Une identification formelle des matériaux peut être exigée pour les projets critiques.
Le certificat de composition doit attester que la teneur en carbone, en chrome, en nickel, en molybdène et en autres éléments contrôlés est conforme aux exigences de la norme 316L. La limite inférieure de teneur en carbone revêt une importance particulière lorsque le produit a été spécifié comme étant de type 316L plutôt que de type 316 standard.
Il convient de mesurer la hauteur, l'épaisseur, la rectitude et le type de surface des barres de roulement. Les barres dentelées doivent présenter des dents régulières, sans bavures, fissures ou parties endommagées inacceptables.
L'espacement entre les barres d'appui et les barres transversales doit être mesuré à plusieurs endroits sur le panneau. Un espacement irrégulier peut avoir une incidence sur la largeur totale, la surface ouverte, l'aspect, la répartition des charges et l'ajustement lors de l'installation.
Il convient de vérifier que les jonctions soudées sont solidement fixées et de rechercher d'éventuelles soudures manquantes, fissures, perforations excessives et déformations inacceptables. Les soudures secondaires au niveau des barres de renfort, des châssis, des plaques d'extrémité et des plaques de support doivent également être inspectées.
La longueur totale, la largeur, les dimensions diagonales, l'emplacement des découpes, les dimensions du cadre, les trous des marches d'escalier, l'emplacement des bandes et les repères sur les panneaux doivent être vérifiés par rapport aux plans approuvés.
Le caillebotis doit reposer sur un support plat sans trop osciller. Le soudage et les opérations de transformation peuvent déformer les panneaux en acier inoxydable ; le redressage et le contrôle de la planéité constituent donc des étapes de production essentielles.
Il convient de vérifier que la surface finie ne présente pas de traces de surchauffe, de particules de fer incrustées, de salissures de couleur rouille, de bavures coupantes, d'huile, de graisse, de projections de soudure, de traces de meulage non maîtrisées ni de rayures profondes.
Pour les caillebotis décapés, passivés, polis ou électropolissés, la surface doit répondre aux critères d'acceptation convenus. L'aspect peut varier au niveau des soudures, des faces des barres et des bords de coupe ; il convient donc de définir les exigences avant le début de la production.
Les panneaux doivent être emballés de manière à éviter tout déplacement, tout dommage superficiel, tout contact avec de l'acier au carbone et toute accumulation d'humidité pendant le transport. Les caillebotis finis ou polis peuvent nécessiter l'utilisation de séparateurs de protection entre les panneaux.
| Contrôle de la qualité | Exigences en matière d'inspection |
| Qualité des matériaux | Vérifier la présence d'acier 316L à l'aide des certificats et de l'analyse par micro-impacts (PMI) lorsque cela est spécifié. |
| Teneur en carbone | Vérifier la conformité à l'exigence relative à l'acier 316L à faible teneur en carbone. |
| Taille de la barre d'appui | Vérifiez la hauteur et l'épaisseur par rapport au bon de commande. |
| Espacement des mailles | Vérifiez l'entraxe des barres porteuses (1 3/16 pouce) et celui des barres transversales (4 pouces). |
| Intégrité des soudures | Inspecter les jonctions des caillebotis et les soudures de fabrication secondaires. |
| Dimensions | Vérifiez la longueur, la largeur, les diagonales, les découpes, les cadres et les repères de panneaux. |
| Planéité | Vérifiez qu'il n'y a pas de déformation, de basculement ni de barres de roulement tordues. |
| Dentelures | Vérifiez la consistance, l'orientation, les dents endommagées et les bavures coupantes. |
| Finition de la surface | Vérifiez si la pièce est à l'état brut, décapée, passivée, polie ou électropolie. |
| Propreté | Vérifiez l'absence de traces d'acier au carbone, d'huile, de traces de surchauffe et de particules étrangères. |
| Emballage | Protéger contre les dommages liés au transport, les poches d'humidité et le contact entre métaux dissemblables. |
Un cahier des charges précis permet de réduire les écarts entre les devis, les retards de production et les problèmes d'installation. Se contenter de décrire le produit comme “Caillebotis en acier inoxydable 316L” ne suffit pas à définir le panneau requis.
| Commander un article | Exemple de cahier des charges |
| Produit | Caillebotis en barres soudées en acier inoxydable 316L |
| Désignation de la grille | 19-W-4 |
| Taille de la barre d'appui | Par exemple, 3,8 cm × 0,5 cm |
| Surface | Lisse ou dentelé |
| Dimensions du panneau | Largeur et longueur totales de chaque panneau |
| Direction de la barre d'appui | Indiqué clairement sur les plans de fabrication |
| Portée libre | Distance entre les appuis structurels |
| Charge de calcul | Charge uniforme, charge concentrée, charge par roue et déformation admissible |
| Traitement des bords | Bord ouvert, bande de finition, bande de chargement ou cadre |
| Fabrication sur mesure | Découpes, encoches, plinthes, plaques de support, rebords ou poignées de levage |
| Traitement de surface | Finition brute, décapée et passivée, polie ou électropolie |
| Système de fixation | Attaches, boulons, fixations de châssis ou fixations soudées en acier 316L |
| Documentation | Certificat de conformité des matériaux, rapport dimensionnel, rapport PMI, rapport d'inspection ou documentation relative aux soudures |
Pour les grandes plates-formes, chaque panneau doit porter une marque d'identification unique. Le cahier des charges des panneaux doit indiquer la quantité, les dimensions, l'orientation des barres porteuses, les découpes, le cerclage, le type de surface et l'emplacement de montage. Ceci est particulièrement important pour les plates-formes maritimes et les plates-formes d'usines chimiques de forme irrégulière, où de nombreux panneaux peuvent sembler similaires mais ne sont pas interchangeables.
Que signifie la désignation « 19-W-4 » pour les caillebotis en acier inoxydable 316L ?
La désignation 19-W-4 signifie que les barres porteuses sont espacées de 19/16 pouces, soit 1-3/16 pouces, entre les axes ; la lettre W indique une construction soudée ; et le chiffre 4 signifie que les barres transversales sont espacées de 4 pouces entre les axes. Cette désignation définit le maillage et le type de construction du caillebotis, mais la hauteur et l'épaisseur des barres porteuses doivent encore être spécifiées séparément.
Les caillebotis en acier inoxydable 316L sont-ils adaptés à l'eau de mer ?
Les caillebotis en acier inoxydable 316L offrent une meilleure résistance aux chlorures que ceux en 304 et sont couramment utilisés dans les environnements côtiers, en bord de mer et exposés aux embruns salés. Cependant, ils ne sont pas totalement à l'abri de la corrosion dans une eau de mer chaude, stagnante ou en immersion permanente. Les interstices, les dépôts de sel, les températures élevées et un mauvais drainage peuvent provoquer une corrosion par piqûres ou interstitielle. Une exposition intense à l'eau de mer peut nécessiter l'utilisation d'acier inoxydable duplex ou d'un matériau à plus haute teneur en alliage.
Pourquoi le 316L est-il privilégié pour les caillebotis en acier inoxydable soudés ?
L'acier 316L est privilégié pour les caillebotis soudés car sa teneur maximale en carbone est inférieure à celle de l'acier inoxydable 316 standard. Cette teneur en carbone plus faible réduit le risque de précipitation de carbure de chrome et de corrosion intergranulaire dans les zones affectées par la chaleur lors du soudage. Cela est utile car les caillebotis soudés comportent de nombreuses intersections soudées et peuvent également nécessiter des bandes, des cadres, des plinthes ou des éléments de marches d'escalier soudés.
N'hésitez pas à nous faire part de votre demande en remplissant le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.