Home > Products > Steel Grating > 316L Stainless Steel 19-W-4 Grating
316L stainless steel 19-W-4 grating is a welded open-grid flooring product designed for applications that require load-bearing performance, drainage, …
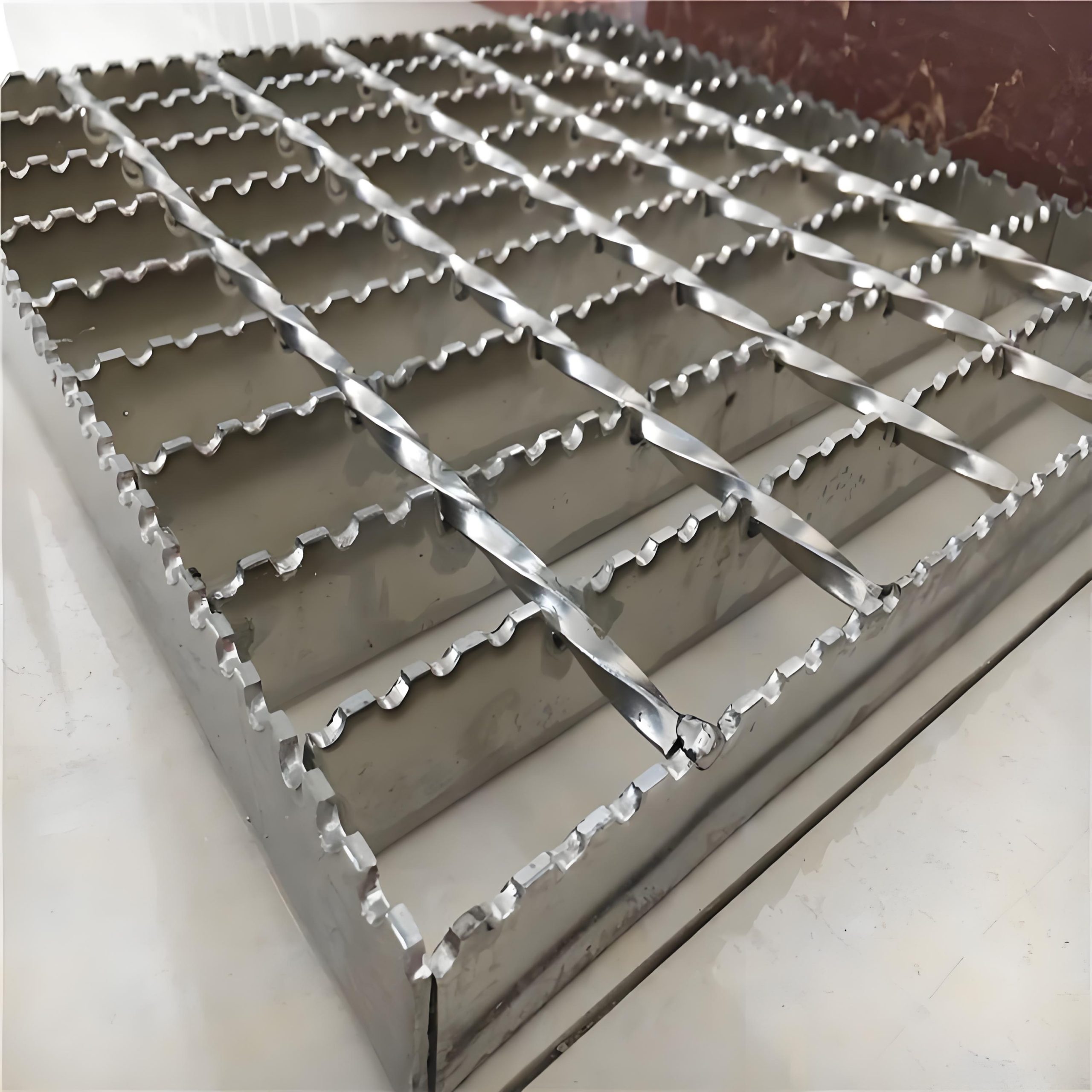
316L stainless steel 19-W-4 grating is a welded open-grid flooring product designed for applications that require load-bearing performance, drainage, ventilation, slip control, and improved corrosion resistance. The 19-W-4 designation identifies a grating configuration with bearing bars spaced at 19/16 inch, or 1-3/16 inches, on center, welded cross bars, and cross bars spaced at 4 inches on center. By combining this established welded grating arrangement with low-carbon 316L stainless steel, the finished product is suitable for marine platforms, chemical processing plants, food and beverage facilities, wastewater systems, drainage covers, industrial walkways, stair treads, and other wet or chloride-exposed environments. The correct grating specification must also define the bearing bar height and thickness, smooth or serrated surface, panel dimensions, clear span, load requirement, surface finish, edge banding, cutouts, support system, and installation method.
316L stainless steel 19-W-4 grating is manufactured from parallel 316L stainless steel bearing bars joined by perpendicular cross bars. The bearing bars carry the principal structural load between supports, while the cross bars maintain the spacing and alignment of the bearing bars and provide lateral stability to the panel.
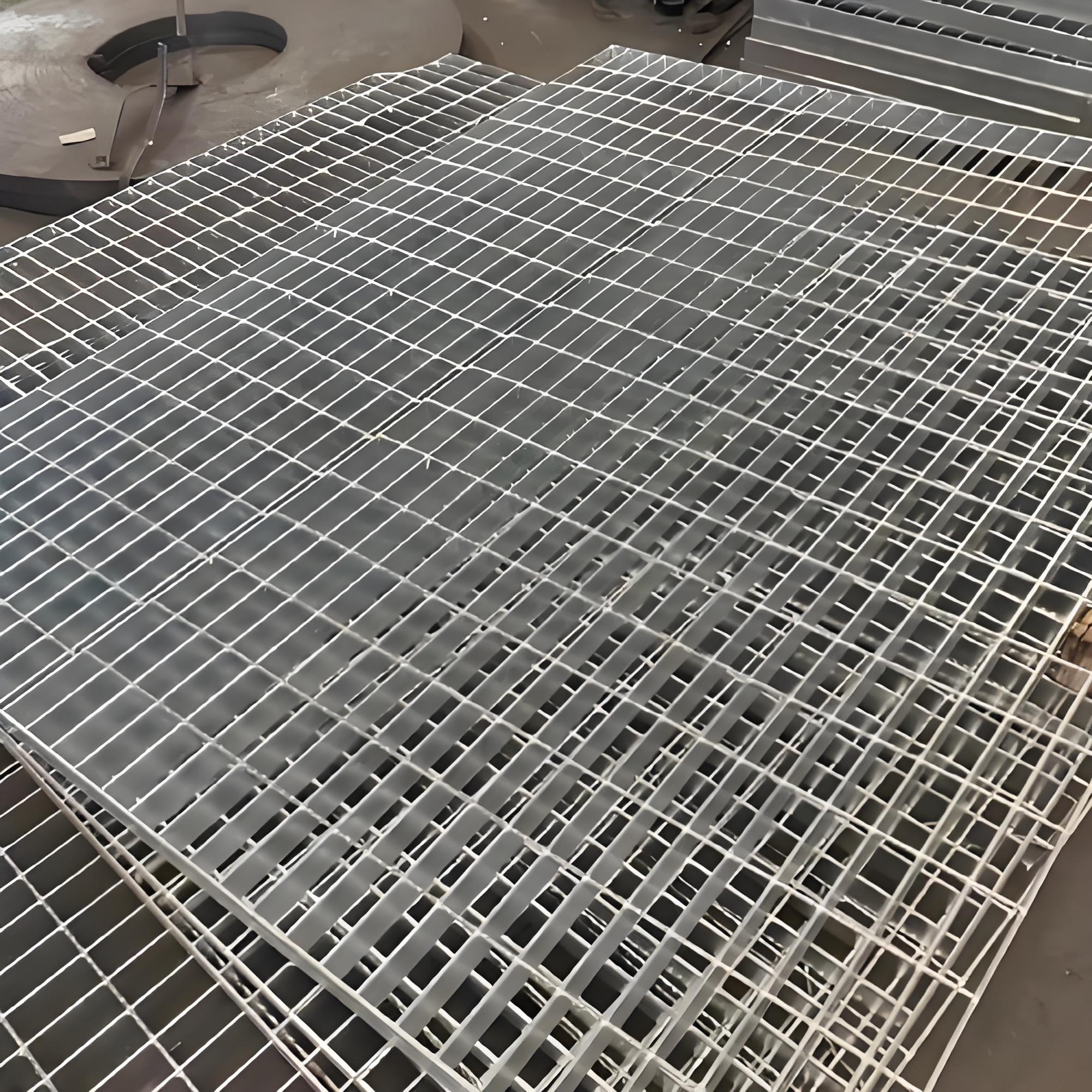
The product has an open rectangular mesh that allows water, cleaning liquid, air, light, heat, and small debris to pass through. This open design makes it especially useful for industrial floors and platforms where solid plate flooring could collect liquid, block ventilation, or add unnecessary weight.
Type 316L stainless steel contains chromium, nickel, and molybdenum and has a restricted carbon content. The molybdenum improves resistance to chloride-induced pitting compared with 304 stainless steel, while the low carbon content reduces the risk of chromium carbide precipitation in heat-affected areas during welding. These characteristics make 316L particularly relevant to welded grating, because welding is used both during panel production and during secondary fabrication such as edge banding, framing, toe plate attachment, and stair tread fabrication.
316L stainless steel 19-W-4 grating is not a single load-rated product. The 19-W-4 designation defines the spacing and welded construction, but it does not define the bearing bar depth or thickness. Two panels with the same 19-W-4 designation can have very different load capacities if their bearing bar sizes differ.
A complete product description should normally include:
| Specification Item | Information to Confirm |
| Material grade | 316L stainless steel, including the required material standard and certification |
| Grating designation | 19-W-4 welded bar grating |
| Bearing bar size | Height and thickness of the load-bearing bars |
| Surface type | Smooth or serrated |
| Panel size | Overall length and width of each panel |
| Span direction | Direction in which the bearing bars run between supports |
| Fabrication | Banding, frames, cutouts, toe plates, stair tread side plates, or other details |
| Surface finish | Mill finish, pickled, passivated, polished, or electropolished when required |
| Loading | Uniform load, concentrated load, wheel load, and allowable deflection |
| Installation | Clips, bolts, welding, frames, or removable fixing systems |
The designation 19-W-4 is a concise way to describe the bearing bar spacing, construction type, and cross bar spacing of the grating. It should be read as three separate parts: 19, W, and 4.
| Designation | Meaning | Practical Description |
| 19 | Bearing bars spaced at 19/16 inch on center | The center-to-center distance between adjacent bearing bars is 1-3/16 inches, approximately 30.2 mm. |
| W | Welded grating construction | The cross bars are welded to the bearing bars to form a rigid grating panel. |
| 4 | Cross bars spaced at 4 inches on center | The center-to-center distance between adjacent cross bars is approximately 101.6 mm. |
The complete designation therefore describes welded bar grating with bearing bars at approximately 30.2 mm centers and cross bars at approximately 101.6 mm centers. In some metric project documentation, this may be described approximately as a 30 mm by 100 mm spacing pattern. However, the original 19-W-4 designation is based on inch dimensions, so the exact inch-based spacing should be retained when interchangeability is important.
The bearing bar spacing is measured from the center of one bearing bar to the center of the next. The actual clear opening between bearing bars depends on the bearing bar thickness. For example, 19-W-4 grating made with 3/16 inch thick bearing bars has a smaller clear opening than grating made with 1/8 inch thick bearing bars, even though both products have the same center-to-center spacing.

The cross bars are positioned perpendicular to the bearing bars. They hold the bearing bars in alignment and stabilize the panel, but they are not normally the principal spanning members. During installation, the bearing bars must run from one support to another.
19-W-4 grating provides a relatively open mesh. This is useful for drainage, ventilation, light transmission, visual inspection, and reduction of retained debris. However, it may not be the best pattern for every pedestrian application. Areas requiring heel-resistant openings, restricted object passage, narrow wheelchair-compatible openings, or special public-access requirements may need closer bearing bar spacing.
316L is an austenitic chromium-nickel-molybdenum stainless steel with a maximum carbon content of approximately 0.03 percent. The letter “L” means low carbon. This lower carbon limit is the main metallurgical difference between 316L and conventional 316 stainless steel.
The following table shows commonly specified composition limits for 316L stainless steel. The actual heat analysis should be confirmed through the material certificate supplied with the grating.
| Element | Typical Composition Limit | Role in 316L Stainless Steel |
| Chromium | 16.00–18.00% | Forms the passive chromium-rich oxide layer that provides general corrosion resistance. |
| Nickel | 10.00–14.00% | Stabilizes the austenitic structure and contributes to toughness, ductility, and corrosion resistance. |
| Molybdenum | 2.00–3.00% | Improves resistance to chloride pitting and many chemical environments. |
| Carbon | 0.030% maximum | Low carbon content reduces sensitization risk during welding. |
| Manganese | 2.00% maximum | Supports steelmaking and alloy stability. |
| Silicon | 1.00% maximum | Used mainly as a deoxidizing element during production. |
| Phosphorus | 0.045% maximum | Controlled as a residual element. |
| Sulfur | 0.030% maximum | Controlled to support corrosion resistance and fabrication quality. |
| Nitrogen | 0.10% maximum | Contributes to strength and austenitic stability. |
| Iron | Balance | Forms the base of the stainless steel alloy. |
When conventional austenitic stainless steel is exposed to certain temperatures during welding, carbon can combine with chromium to form chromium carbides along grain boundaries. This process can reduce chromium content in nearby areas and make the heat-affected zone more vulnerable to intergranular corrosion. This condition is commonly referred to as sensitization.
Because 316L contains less carbon than standard 316, less carbon is available to form chromium carbides during welding. This reduces the risk of chromium depletion around the weld and helps preserve corrosion resistance in welded structures.
This does not mean that every 316L weld is automatically corrosion-resistant. Welding heat input, filler metal, joint design, surface contamination, heat tint, oxygen exposure, cleaning, and service environment still affect performance. The low carbon content is an important advantage, but correct fabrication and post-weld treatment remain necessary.
316L has an austenitic microstructure. It offers good ductility, toughness, weldability, and formability. These properties allow it to be cut, welded, notched, banded, framed, and fabricated into irregular grating panels.
Annealed 316L is generally considered non-magnetic or only weakly magnetic. Cold working and welding may produce a measurable magnetic response. A slight attraction to a magnet is not a reliable reason to reject material as non-316L. Material certificates or positive material identification should be used when grade verification is required.
The molybdenum content is a major reason 316L performs better than 304 stainless steel in many chloride-containing environments. It improves resistance to localized pitting and crevice corrosion. This makes 316L a common choice for coastal facilities, food processing plants using salt or brine, wastewater treatment systems, chemical plants, and marine-adjacent structures.
However, 316L is not immune to seawater corrosion. Warm, stagnant, poorly aerated, or highly concentrated chloride solutions can still cause pitting and crevice corrosion. Tight joints, deposits, frames, clips, and areas where salt water remains trapped require particular attention.
The mesh of 316L stainless steel 19-W-4 grating is created by parallel bearing bars and perpendicular cross bars. The bearing bars are positioned at 19/16 inch centers, while the cross bars are positioned at 4 inch centers.
| Component | Nominal Spacing | Approximate Metric Spacing | Main Function |
| Bearing bars | 1-3/16 inches on center | 30.2 mm on center | Carry the main structural load between supports. |
| Cross bars | 4 inches on center | 101.6 mm on center | Maintain bearing bar alignment and stabilize the grating panel. |
The clear opening between bearing bars is smaller than 1-3/16 inches because the bearing bar itself occupies part of the spacing. The clear opening can be estimated by subtracting the bearing bar thickness from the center-to-center spacing.
For example, if the bearing bar thickness is 3/16 inch, the nominal clear opening is approximately one inch. Manufacturing tolerances, serration shape, edge banding, and welding deformation may affect the final measured opening.
The approximately 30.2 mm bearing bar spacing provides a practical balance between open area and walking performance. It is widely used for industrial walkways, platforms, drainage covers, and stair treads. The open mesh helps prevent water accumulation and allows air and light to pass through.
Closer bearing bar spacing can provide better support for narrow footwear, small wheels, and smaller objects, but it increases material quantity, panel weight, and cost. Wider spacing reduces weight and increases open area, but it may not meet pedestrian or object-retention requirements.
The 4 inch cross bar spacing is common for standard-duty welded grating. Cross bars restrain lateral movement of the bearing bars and provide panel stability. They also influence the visual mesh pattern and the way small objects pass through the grating.
Cross bars should not be treated as the primary load-bearing direction. A panel installed with the cross bars spanning between structural supports may have far less capacity than intended.
316L stainless steel 19-W-4 grating is generally produced through a controlled resistance-welding process. Bearing bars are arranged in parallel, cross bars are placed perpendicular to them, and pressure and electrical current are applied at the intersections to form permanent joints.
Production should begin with verification of the stainless steel grade, bearing bar dimensions, cross bar dimensions, material surface, and traceability records. Material used for a 316L order should not be mixed with 304, 316, carbon steel, or other stainless grades.
Where the project requires documented traceability, heat numbers should be linked to the finished panels or production batch. Positive material identification may be used for critical chemical, marine, or pharmaceutical projects.
The bearing bars are cut or prepared to the required stock panel length. Their height, thickness, straightness, and surface condition should be checked. For serrated grating, the top edges are formed with consistent teeth or notches before panel welding.
The bearing bars are positioned at 1-3/16 inch centers. Accurate positioning is important because irregular spacing can affect panel width, open area, walking performance, appearance, and fit within support frames.
Cross bars are positioned at 4 inch centers and welded into the bearing bars. Controlled pressure and current create a strong connection. Welding parameters must be sufficient to produce secure intersections without causing unacceptable bar deformation, burning, or excessive surface damage.
Welding introduces heat and stress into the panel. The grating may require straightening or flattening after welding. Flatness, squareness, bearing bar alignment, and overall dimensions should be checked before secondary fabrication.
Stock grating panels can be cut into final dimensions. Fabrication may include edge banding, toe plates, trench frames, stair tread carrier plates, fixing holes, pipe cutouts, column notches, lifting handles, or other project-specific details.
Welding produces heat tint and oxide scale. The area beneath heavy heat tint can have reduced corrosion resistance because chromium is depleted near the oxidized surface. In chloride, marine, chemical, or hygienic service, visible heat tint should not simply be left on the finished grating.
Pickling, mechanical cleaning with suitable stainless-only tools, and passivation may be used to restore a clean corrosion-resistant surface. The selected process must remove contamination without embedding carbon steel particles or damaging the bar geometry.
316L stainless steel 19-W-4 grating can be supplied with smooth or serrated bearing bars. The choice should be based on slip risk, cleaning requirements, footwear, drainage, process contamination, and maintenance conditions.
| Feature | Smooth 316L 19-W-4 Grating | Serrated 316L 19-W-4 Grating |
| Top surface | Flat and non-serrated | Toothed or notched bearing bar edge |
| Slip resistance | Suitable for dry or controlled walking areas | Improved grip in wet, oily, muddy, or outdoor conditions |
| Cleaning | Easier to wash and visually inspect | Requires more attention around serrations |
| Walking comfort | Smoother underfoot | More aggressive surface contact |
| Typical applications | Clean platforms, drainage covers, indoor walkways, and processing floors | Marine walkways, wet stairs, chemical platforms, and washdown areas |
Smooth grating has flat bearing bar tops. It is often selected for areas where easy cleaning, hygiene, cart movement, and walking comfort are more important than aggressive anti-slip performance.
Typical applications include food processing access platforms, indoor chemical plant walkways, drainage covers, pharmaceutical utility areas, and equipment platforms where liquid exposure is controlled.
Serrated grating has notches formed along the upper edge of the bearing bars. These notches increase contact with footwear and help improve traction in wet or contaminated areas.
Serrated 316L 19-W-4 grating is commonly used on offshore and coastal platforms, exterior stair treads, wet chemical processing floors, wastewater treatment access routes, washdown zones, and marine maintenance areas.
Serrations improve grip but do not make the grating completely slip-proof. Oil, grease, ice, biological growth, chemical deposits, and poor housekeeping can still create dangerous surfaces. Effective drainage, cleaning, handrails, lighting, suitable footwear, and correct panel fixing remain necessary.
The bearing bar size determines much of the load-bearing performance of 316L stainless steel 19-W-4 grating. Bearing bar sizes are normally expressed as height by thickness. The height is measured vertically, and the thickness is measured across the bar.
| Example Bearing Bar Size | General Selection Direction | Typical Application Consideration |
| 1 inch × 1/8 inch | Light section for short spans | Light pedestrian grating and small drainage covers, subject to load verification |
| 1 inch × 3/16 inch | Greater thickness and local durability | Short-span industrial walkways and removable covers |
| 1-1/4 inches × 1/8 inch | Moderate depth with lower panel weight | Pedestrian platforms and general access flooring |
| 1-1/4 inches × 3/16 inch | Improved stiffness and impact resistance | Industrial platforms and drainage trenches |
| 1-1/2 inches × 1/8 inch | Deeper section for longer pedestrian spans | Elevated walkways and maintenance platforms |
| 1-1/2 inches × 3/16 inch | Robust standard-duty bearing bar | Chemical plant platforms, marine walkways, stair treads, and trench covers |
| 1-3/4 inches × 3/16 inch | Higher stiffness for more demanding spans | Industrial access areas and larger unsupported openings |
| 2 inches × 3/16 inch | Deep bar for higher load or longer span requirements | Heavy pedestrian service and selected equipment-access areas |
These sizes are examples rather than automatic recommendations. The final selection must be based on a matching 316L stainless steel grating load table or an engineering calculation. A bar size that works for a short trench cover may deflect excessively across a wider platform bay.
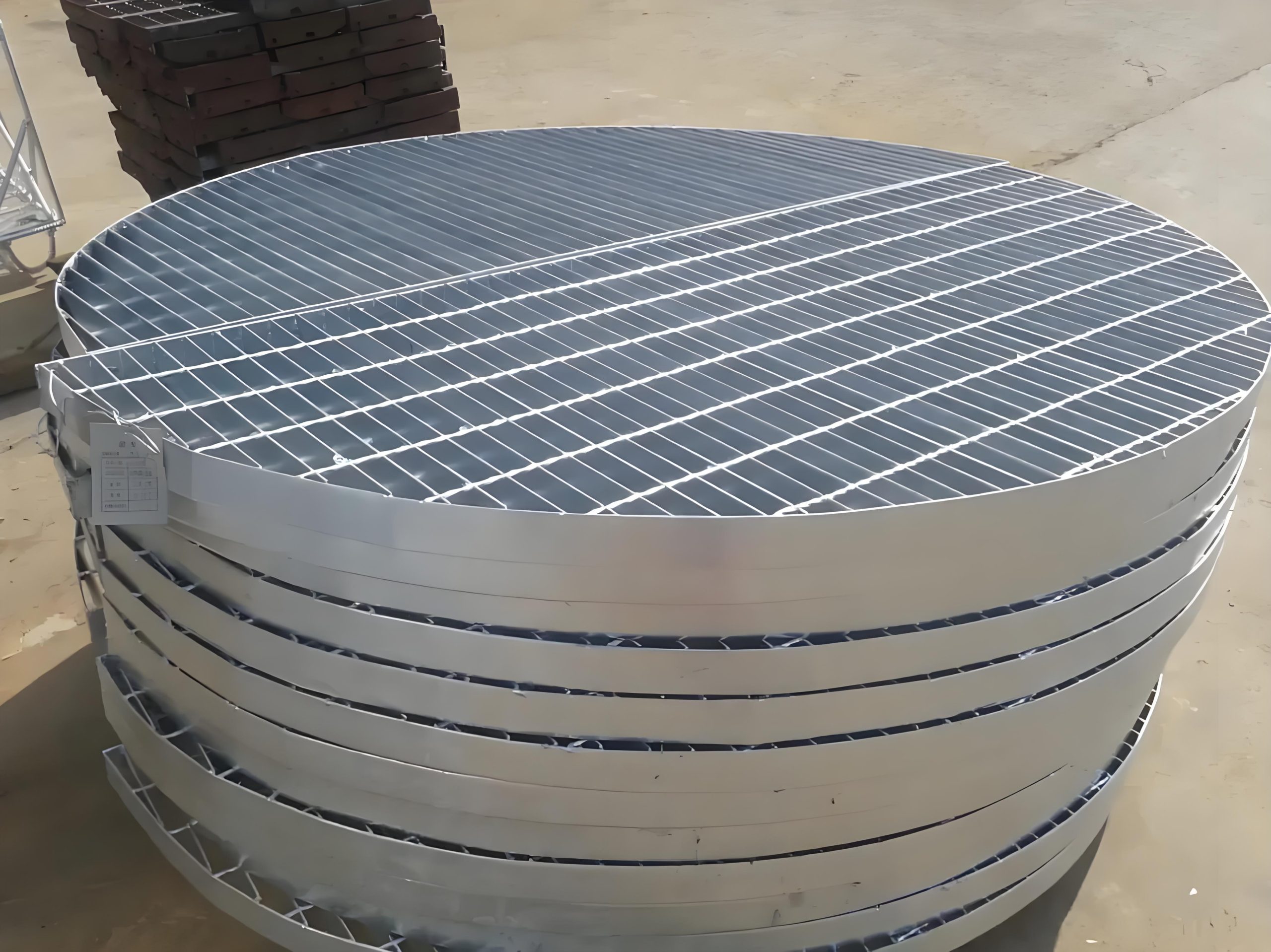
316L stainless steel grating may be supplied as stock panels or fabricated panels. Stock panels are useful when the installer will complete cutting and fitting. Fabricated panels are more suitable when the project requires controlled tolerances, banding, frames, irregular shapes, or documented panel locations.
| Panel Feature | Available Options | Important Ordering Detail |
| Panel length | Standard stock length or custom cut length | Bearing bars normally run parallel to the panel length. |
| Panel width | Standard module or custom overall width | Confirm whether banding is included in the overall dimension. |
| Mesh pattern | 19-W-4 | 1-3/16 inch bearing bar centers and 4 inch cross bar centers. |
| Surface type | Smooth or serrated | Select according to slip risk and cleaning requirements. |
| Edges | Open, trim banded, load banded, or framed | Define the required edge treatment on each side. |
| Special fabrication | Cutouts, notches, toe plates, frames, carrier plates, or lifting details | Provide approved drawings with panel marks and bearing bar direction. |
The 19-W-4 mesh remains the same regardless of bearing bar height. However, the clear opening changes with bearing bar thickness. Thicker bars reduce the clear width between bars and increase the quantity of stainless steel in the panel.
The buyer should confirm whether the project requirement is based on center spacing, clear opening, percentage of open area, or a specific standard. These are related but not identical measurements.
The load capacity of 316L stainless steel 19-W-4 grating depends primarily on the bearing bar size and the clear span between supports. The 19-W-4 designation alone cannot be used as a load rating.
The bearing bars must run between structural supports. This direction is the span direction. The cross bars run perpendicular to the span and do not normally carry the panel across the main opening.
On rectangular panels, bearing bars often run parallel to the longer dimension, but this is not a universal rule. Every fabrication drawing should show the bearing bar direction clearly.
Clear span is the unsupported distance between the inside edges of the supports. As the clear span increases, bending stress and deflection increase significantly. A relatively small increase in span can require a deeper bearing bar.
A uniform load is distributed over a defined area. Examples include groups of workers, stored materials, or a design floor loading applied across the platform. Uniform load capacity should be checked together with allowable deflection.
A concentrated load acts over a smaller area. Equipment feet, trolley wheels, maintenance tools, pipe supports, and small machine bases can produce concentrated loading. These loads may govern the design even when the total weight is lower than the uniform load capacity.
Small, hard wheels can create high local stresses. Grating intended for carts or mobile equipment should be checked for wheel load, wheel contact area, wheel spacing, direction of travel, and impact. Standard pedestrian load data may not be adequate.
Structural adequacy is not determined only by whether the bar permanently fails. Excessive elastic deflection can make a walkway feel unstable, cause panel movement, create trip points between adjacent panels, damage connections, or allow equipment to contact surrounding structures.
The project specification should therefore define both the required load and the acceptable deflection.
The ends of the bearing bars require sufficient seating on the support steel or frame. Insufficient end bearing can cause unstable panels, edge damage, or local crushing. The required support width should be defined by the project engineer or applicable installation standard.
| Design Input | Why It Is Important |
| Clear span | Determines the unsupported length of the bearing bars. |
| Uniform load | Represents distributed personnel, storage, or operational loading. |
| Concentrated load | Represents equipment feet, tools, or isolated loading. |
| Wheel load | Controls local response under carts and mobile equipment. |
| Allowable deflection | Controls movement, comfort, and alignment between panels. |
| Support width | Ensures secure seating of bearing bar ends. |
| Panel size | Affects handling, joint locations, support arrangement, and fixing quantity. |
| Service environment | Influences alloy choice, surface treatment, maintenance, and connection design. |
316L stainless steel is chosen for 19-W-4 grating mainly because it offers better resistance to chloride and many chemical environments than 304 stainless steel. Its performance still depends on temperature, chloride concentration, oxygen availability, deposits, surface condition, fabrication quality, and cleaning practices.
Chlorides are found in seawater, coastal air, brines, salt-containing foods, swimming pool chemicals, road salts, and some industrial cleaners. Chlorides can break down the passive film on stainless steel and cause localized pitting.
The molybdenum in 316L improves pitting resistance compared with 304. This is why 316L is commonly selected for coastal and wet processing applications. However, the grade still has limitations. High chloride concentration, elevated temperature, stagnant liquid, low oxygen, and surface deposits can cause attack.
316L stainless steel is widely used in marine-adjacent structures, dock facilities, coastal processing plants, ship access areas, and offshore service platforms. Serrated 316L grating can provide both corrosion resistance and improved traction where seawater spray or rain is present.
Continuous immersion in warm or stagnant seawater is more demanding than occasional salt spray. Tight clips, overlapping frames, bolted joints, and poorly drained supports can form crevices where chloride concentration increases. For severe seawater immersion or high-temperature chloride service, duplex stainless steel or a higher alloy may need to be considered.
316L is resistant to many process liquids, but no stainless steel grade is universally resistant to all chemicals. Acid type, concentration, contamination, temperature, flow rate, aeration, and cleaning procedures can change corrosion behavior.
Before selecting 316L grating for a chemical plant, the material should be checked against the actual chemical environment. The evaluation should include normal operating conditions, cleaning chemicals, startup and shutdown conditions, spills, vapor exposure, and the possibility of deposits remaining on the grating.
316L stainless steel 19-W-4 grating is suitable for many wet industrial areas, including wastewater treatment plants, pump platforms, washdown floors, drainage channels, process utility areas, and outdoor access systems.
The open mesh allows liquid to drain through the panel, but drainage below the grating must also be effective. Stainless steel frames, supports, and clips should not create pockets where contaminated liquid remains trapped.
Food and beverage plants may expose grating to water, salt, organic acids, cleaning chemicals, steam, product residue, and repeated washdown. 316L is often selected when the process is more corrosive than the conditions suitable for 304.
Typical examples include seafood processing, salt-containing food production, dairy cleaning systems, beverage processing, brine handling, and areas using aggressive sanitation chemicals. The surface finish and fabrication quality should support cleaning and inspection.
Pitting appears as localized holes or cavities, while crevice corrosion occurs in shielded areas where liquid chemistry becomes more aggressive. Grating frames, bolted clips, overlapping components, trapped debris, and gasketed connections can create crevices.
Good design should minimize tight moisture-retaining gaps, allow cleaning access, and avoid horizontal ledges where salt deposits accumulate. Regular washing with suitable fresh water can reduce salt accumulation in coastal environments.
When 316L grating is connected to carbon steel, aluminum, galvanized steel, or other metals in the presence of an electrolyte, galvanic effects may occur. The severity depends on the metal combination, exposed surface areas, electrical contact, and environment.
Fasteners, clips, support frames, and anchors should be selected with material compatibility in mind. Isolation washers, coatings, sealants, or compatible stainless steel fixings may be required.
316L is particularly suitable for welded grating because the grating manufacturing process creates many welded intersections. Additional welding is also often required for edge banding, frames, stair tread side plates, toe plates, lifting handles, and installation attachments.
The maximum carbon content of 316L is lower than that of standard 316. During welding, this lower carbon level reduces the tendency for chromium carbide precipitation at grain boundaries. As a result, the heat-affected zone is less likely to lose corrosion resistance through sensitization.
A welded grating panel contains numerous bearing bar and cross bar intersections. Custom panels may then receive additional welds during cutting and banding. A low-carbon grade is therefore useful when the final product cannot be solution annealed after all fabrication is complete.
316L helps preserve corrosion resistance around properly produced welds, particularly when compared with higher-carbon material exposed to sensitizing heat cycles. This advantage is important in chemical, marine, food processing, and wet industrial environments.
When secondary fabrication requires added filler metal, the welding consumable should be selected for compatibility with 316L and the service environment. Welding procedures should control heat input, distortion, penetration, contamination, and final surface condition.
The low carbon designation does not eliminate the need to remove heat tint, weld oxide, embedded iron, and fabrication contamination. A 316L weld with heavy untreated heat tint can have poorer surface corrosion resistance than a properly cleaned weld.
For demanding environments, the fabrication specification should state whether pickling, passivation, mechanical cleaning, or another approved treatment is required after welding.
| Welded Grating Consideration | 316L Advantage |
| Numerous welded intersections | Low carbon content reduces sensitization risk during repeated welding cycles. |
| Edge banding and framing | Suitable for secondary welded fabrication without requiring post-fabrication solution annealing in many applications. |
| Marine and chemical exposure | Molybdenum improves resistance to chloride pitting compared with 304 stainless steel. |
| Heat-affected zones | Lower carbon helps preserve corrosion resistance around properly produced welds. |
| Surface restoration | Can be pickled and passivated after welding to restore a clean passive surface. |
316L and 304 stainless steel can both be manufactured as 19-W-4 welded grating. Their spacing, bearing bar sizes, panel dimensions, and structural arrangements may be identical. The primary difference is corrosion resistance.
| Comparison Item | 316L Stainless Steel 19-W-4 Grating | 304 Stainless Steel 19-W-4 Grating |
| Alloy system | Chromium-nickel-molybdenum, low carbon | Chromium-nickel stainless steel |
| Carbon limit | Approximately 0.03% maximum | Approximately 0.08% maximum for standard 304 |
| Chloride resistance | Better resistance to chloride pitting and crevice corrosion | More limited in salt-rich and marine conditions |
| Welded corrosion performance | Low carbon reduces sensitization risk | Standard 304 has a higher carbon limit; 304L may be preferred for extensive welding |
| Marine use | Common starting grade for coastal and marine-adjacent applications | Requires careful evaluation and maintenance in chloride exposure |
| Food processing | Preferred for brines, salt-containing products, and more aggressive cleaning | Suitable for many general food and beverage environments |
| Chemical environments | Better in many, but not all, chemical conditions | Suitable for mild chemical and general industrial exposure |
| Material cost | Normally higher because of nickel, molybdenum, and alloy control | Normally lower |
304 stainless steel is often sufficient for indoor platforms, fresh-water drainage, dry food production, general washdown, and mild atmospheric exposure. Using 316L in a mild environment may increase the initial cost without providing a meaningful service-life advantage.
316L should be considered when the grating is exposed to coastal air, seawater spray, brine, salt-containing products, chloride cleaners, wastewater, or more aggressive process chemicals. It is also appropriate where extensive welding is required and corrosion around heat-affected zones is a concern.
The decision should be based on the actual environment rather than the assumption that the highest-cost grade is always necessary. Temperature, chemical concentration, cleaning procedures, drainage, and maintenance should be reviewed together.
316L and standard 316 stainless steel have similar chromium, nickel, and molybdenum contents. Their general corrosion resistance is often similar in the solution-annealed condition. The main difference is the maximum carbon content.
| Comparison Item | 316L Stainless Steel Grating | Standard 316 Stainless Steel Grating |
| Maximum carbon content | Approximately 0.03% | Approximately 0.08% |
| Welding suitability | Preferred for extensive welded fabrication | Weldable, but sensitization risk can be higher under certain thermal conditions |
| Intergranular corrosion resistance after welding | Better resistance because of lower carbon content | May require closer control where post-weld heat treatment is not available |
| General corrosion resistance | Similar to 316 in many environments | Similar to 316L in many environments |
| High-temperature strength | May be slightly lower in some high-temperature design conditions | Standard 316 may be selected where higher carbon supports elevated-temperature strength |
| Typical grating use | Marine, chemical, food processing, wastewater, and heavily welded panels | General corrosion-resistant applications where welding conditions are controlled |
For welded bar grating, 316L is often the more practical specification because the panel contains many welded intersections and may receive additional fabrication welds. Post-fabrication solution annealing of a large grating panel is usually impractical, so the low-carbon grade helps reduce sensitization concerns.
Standard 316 may still be acceptable where the material specification permits it and the service environment is not sensitive to weld-related intergranular corrosion. However, the purchase order should clearly state whether 316 or 316L is required. The two grades should not be substituted without reviewing the project specification.
Some stainless steel products are supplied with chemistry that meets both 316 and 316L requirements. When dual certification is important, it should be confirmed on the material certificate rather than assumed from the product description.
316L stainless steel 19-W-4 grating is used where an open structural surface must resist corrosion, allow drainage, and provide reliable pedestrian or maintenance access.
Marine and coastal platforms are exposed to salt spray, rain, humidity, and repeated wet-dry cycles. 316L grating provides better chloride resistance than 304 and does not rely on a painted or galvanized coating for corrosion protection.
Serrated bearing bars are often selected for exposed marine walkways and stairs. Frames, clips, bolts, and supports should also be designed for the same environment. Using 316L grating with incompatible carbon steel fasteners can create staining and galvanic corrosion concerns.
Chemical plants use grating for reactor access, tank platforms, pipe rack walkways, pump maintenance floors, sampling areas, and drainage systems. 316L is suitable for many chemical environments, but compatibility must be checked against the actual process media.
Spill conditions can be more severe than normal atmospheric exposure. The evaluation should consider chemical concentration, temperature, cleaning procedures, and how long spilled liquid may remain on the grating.
316L grating is used in seafood processing, dairy facilities, beverage plants, salt-containing food production, washdown areas, and sanitation platforms. The smooth or serrated surface should be selected according to the balance between slip resistance and cleanability.
Pickled and passivated surfaces are often preferred for hygienic service. Polishing or electropolishing may be specified for more demanding cleanliness requirements, although the complex geometry of welded grating must be considered.
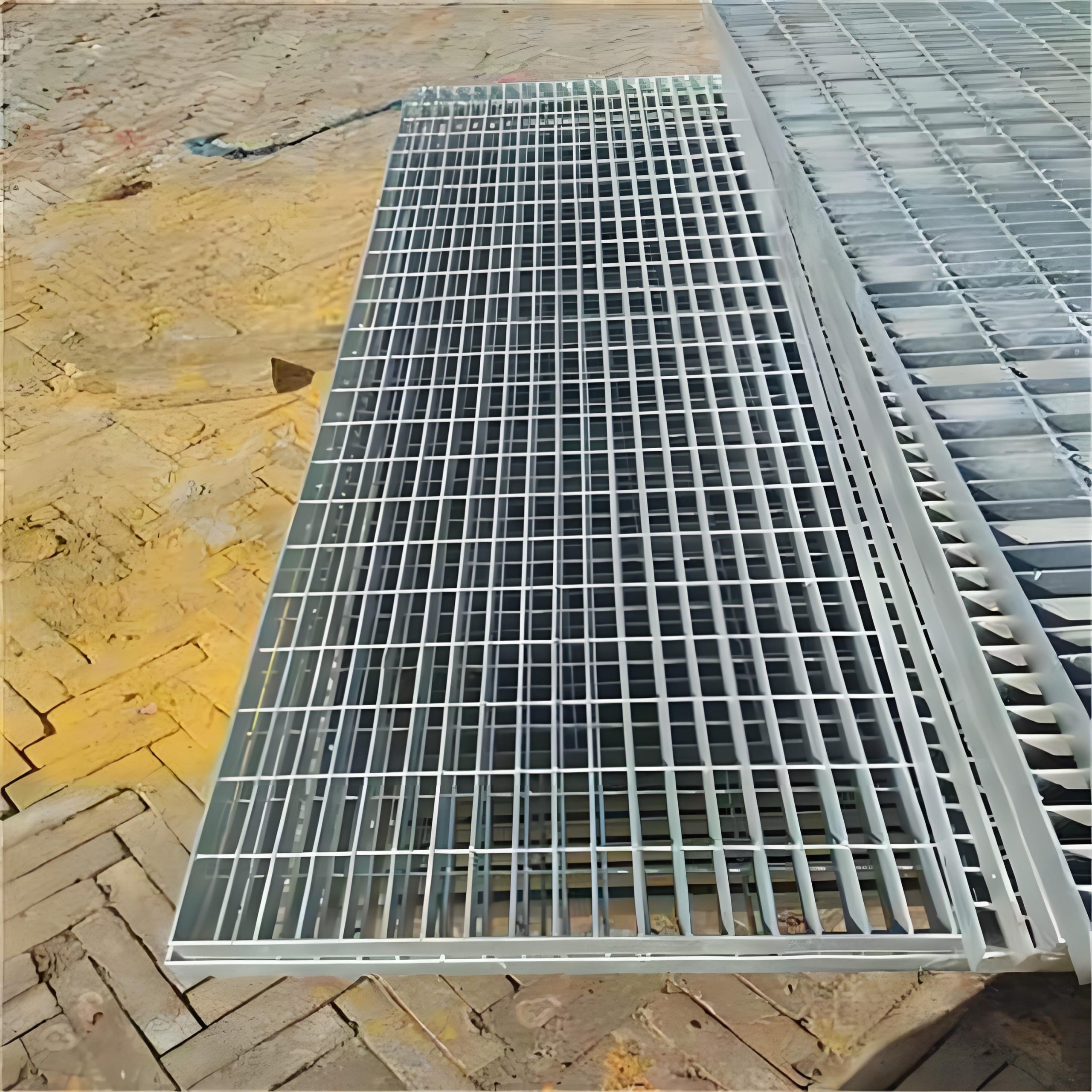
316L 19-W-4 grating can be fabricated as removable drainage covers. The open mesh allows water and process liquid to enter the trench, while the stainless steel resists corrosion from repeated wetting and cleaning.
Drainage covers should be checked for concentrated pedestrian, cart, or wheel loads. The support frame must provide stable seating so that the panel does not rock or move during use.
Industrial walkways benefit from the open area of 19-W-4 grating. Water, dust, and small debris can pass through the walking surface, and light and ventilation can reach the level below.
Smooth grating is suitable for controlled indoor conditions. Serrated grating is more appropriate for outdoor, wet, oily, or process-contaminated walkways.
316L stainless steel 19-W-4 grating can be fabricated into stair treads with welded carrier plates, fixing holes, banded edges, and front nosing. Serrated bearing bars are commonly selected for wet or exterior stairs.
The tread design should confirm depth, width, span, nosing type, bearing bar direction, bolt spacing, and compatibility with the stair stringers.
Wastewater facilities use stainless steel grating around tanks, screens, pumps, channels, clarifiers, and chemical dosing systems. 316L offers improved resistance to wet conditions and many treatment chemicals, but exposure to chlorides, sulfides, and concentrated cleaning agents should still be evaluated.
316L is commonly associated with hygienic equipment because it can be cleaned, passivated, and fabricated without an external protective coating. Grating used in clean processing areas should have controlled weld quality, smooth banding, accessible surfaces, and a finish appropriate for the cleaning procedure.
| Application | Main Design Focus |
| Marine platform | Chloride resistance, serrated surface, drainage, compatible fasteners, and salt removal |
| Chemical plant walkway | Chemical compatibility, spill exposure, welding quality, and surface treatment |
| Food processing area | Cleanability, sanitation chemicals, salt exposure, and slip resistance |
| Drainage cover | Concentrated load, frame support, removable fixing, and stable seating |
| Industrial walkway | Deflection, bearing bar direction, surface type, and secure clips |
| Stair tread | Nosing, carrier plates, serrations, bolt holes, and tread span |
| Wastewater facility | Continuous moisture, chemical exposure, deposits, and access for cleaning |
Most 316L stainless steel 19-W-4 grating projects require some degree of fabrication. Panels may need to fit around pipes, tanks, columns, equipment bases, curved platforms, drainage trenches, and irregular structural openings.
Panels can be cut to specified length and width. Factory cutting allows bearing bar direction, dimensions, and edge treatment to be controlled before delivery. It also reduces the risk of carbon steel contamination from uncontrolled site cutting.
Banding closes the exposed ends of bearing bars. It improves handling, appearance, edge safety, and local stiffness. Removable panels, drainage covers, stair treads, and visible platform edges are commonly banded.
Trim banding and load banding are not always the same. If a banding bar must transfer load or receive wheel contact, its size and weld design should be specified accordingly.
316L angle frames or flat bar frames can be supplied for trench covers and floor openings. The frame should provide sufficient seating, allow drainage, avoid unnecessary crevices, and support panel removal when maintenance access is required.
Cutouts can be provided for pipes, columns, valves, equipment legs, and structural members. Drawings should locate each opening from fixed reference points and show whether the cut edge requires banding.
Toe plates may be welded to platform edges to reduce the risk of tools and materials falling to a lower level. Their height, thickness, weld arrangement, and interruptions at access points should follow the platform safety design.
Stair treads can include end carrier plates, fixing holes, welded nosing, banded edges, and smooth or serrated bearing bars. The tread dimensions and hole pattern must match the stair stringers.
316L grating can be fabricated into triangular, trapezoidal, curved, sector, circular, or irregular panels. Every special panel should have a unique identification mark linked to an approved installation drawing.
| Fabrication Item | Required Buyer Information |
| Cut-to-size panel | Overall dimensions, tolerance, quantity, and bearing bar direction |
| Banding | Edges to be banded and whether trim or load banding is required |
| Cutout | Size, shape, location, clearance, and banding detail |
| Frame | Opening size, frame section, support arrangement, and anchoring method |
| Stair tread | Width, depth, carrier plates, holes, nosing, and surface type |
| Special panel | Approved drawing, panel mark, orientation, and installation location |
Surface finishing affects corrosion resistance, appearance, hygiene, and cleaning performance. The required finish should be specified before fabrication because welded grating has many intersections and internal surfaces that are more difficult to treat after assembly.
Mill finish is the basic stainless steel surface condition. It is suitable for many general industrial applications where appearance and hygienic finish are not critical.
Mill finish alone does not mean that welding heat tint or fabrication contamination has been removed. The order should separately state whether post-weld cleaning is required.
Pickling removes welding scale, heat tint, and certain metallic contaminants through controlled chemical treatment. It is commonly specified for welded 316L grating used in marine, chemical, food processing, and wet industrial environments.
The appearance after pickling is usually a clean, matte industrial finish rather than a decorative polished surface.
Passivation removes free iron contamination and supports the formation of a clean passive chromium-rich surface. The grating must be properly cleaned before passivation. Passivation is not intended to remove heavy oxide scale, grease, or thick welding discoloration.
Polishing reduces surface roughness and improves appearance and cleanability. It may be specified for architectural, food processing, pharmaceutical, and visible public areas.
Because 19-W-4 grating contains many welded intersections, the required polishing level should be defined carefully. A general request for “polished grating” may not clearly state whether all bar faces, weld intersections, banding bars, and internal corners must be treated.
Electropolishing removes a thin layer of metal electrochemically and can produce a smoother, cleaner, and more corrosion-resistant surface. It may be considered for hygienic or high-purity environments.
The process adds cost and may require size limitations or specialized handling. The expected appearance and acceptance criteria should be agreed before production.
| Surface Finish | Main Purpose | Typical Application |
| Mill finish | Basic economical stainless steel surface | General industrial platforms and utility walkways |
| Pickled | Remove heat tint, oxide scale, and fabrication contamination | Marine, chemical, wet, and welded industrial grating |
| Passivated | Remove free iron and support passive film formation | Food processing, pharmaceutical, and corrosion-sensitive areas |
| Polished | Improve appearance and cleanability | Architectural, hygienic, and visible processing areas |
| Electropolished | Improve smoothness, cleanliness, and surface corrosion resistance | High-purity, pharmaceutical, and specialized hygienic applications |
Correct installation is necessary to obtain the expected structural and corrosion performance from 316L stainless steel 19-W-4 grating. Panels must be installed in the correct direction, supported adequately, fixed securely, and protected from incompatible materials.
Mechanical clips allow panels to be removed for cleaning, inspection, or access to equipment below the floor. Stainless steel clips and fasteners are generally preferred for 316L grating.
The number and spacing of clips should consider panel dimensions, vibration, wind, traffic, and the possibility of uplift. Large or lightweight panels may require additional fixing points.
Bolted fixing can be used for stair treads, removable frames, access covers, and platform panels. Bolt material should be compatible with 316L and the service environment. Threads should be protected from galling through suitable fastener selection, lubrication, or installation procedures.
Panels can be welded to stainless steel supports where permanent attachment is required. Welded attachment reduces removability and creates additional heat-affected areas that may require cleaning and passivation.
Welding 316L grating directly to carbon steel supports requires a suitable procedure and careful corrosion detailing. The joint may create mixed-metal exposure and areas that are difficult to coat or clean.
Drainage covers and removable floor panels are often seated in stainless steel frames. The frame must be level and provide enough bearing width. Uneven frames can cause panels to rock under foot traffic.
Adjacent panels should align without excessive height differences or unsupported edges. Large gaps can create trip hazards or allow objects to fall through. Panel joints should be coordinated with the underlying support layout.
Where 316L grating contacts galvanized steel, carbon steel, or aluminum, the project should consider galvanic corrosion and staining. Isolation pads, coatings, non-conductive washers, or compatible stainless supports may be used where necessary.
316L grating should be stored away from grinding dust, carbon steel swarf, salt contamination, and standing water. Lifting equipment should not damage serrations, banding, or finished surfaces.
Carbon steel chains, forks, and worktables can transfer iron particles to stainless steel. Protective materials or dedicated stainless handling procedures help reduce surface contamination.
Quality control should cover material identity, spacing, welding, dimensions, flatness, fabrication, surface condition, and packaging. The inspection level should match the safety and corrosion requirements of the project.
Material certificates should confirm the required 316L grade and applicable material specification. Heat numbers should be traceable when required. Positive material identification may be requested for critical projects.
The material certificate should show that carbon, chromium, nickel, molybdenum, and other controlled elements meet the 316L requirements. The low carbon limit is particularly important when the product has been specified as 316L rather than standard 316.
Bearing bar height, thickness, straightness, and surface type should be measured. Serrated bars should have consistent teeth without unacceptable burrs, cracks, or damaged sections.
Bearing bar and cross bar spacing should be measured at multiple locations across the panel. Irregular spacing can affect overall width, open area, appearance, load distribution, and installation fit.
Welded intersections should be checked for secure attachment, missing welds, cracking, excessive burn-through, and unacceptable deformation. Secondary welds at banding bars, frames, toe plates, and carrier plates should also be inspected.
Overall length, width, diagonal dimensions, cutout positions, frame dimensions, stair tread holes, banding locations, and panel marks should be checked against approved drawings.
The grating should sit on a flat support without excessive rocking. Welding and secondary fabrication can distort stainless steel panels, so straightening and flatness inspection are important production steps.
The finished surface should be checked for heat tint, embedded iron, rust-colored contamination, sharp burrs, oil, grease, weld spatter, uncontrolled grinding, and deep scratches.
For pickled, passivated, polished, or electropolished grating, the surface should match the agreed acceptance level. Appearance can vary across welds, bar faces, and cut edges, so expectations should be defined before production.
Panels should be packaged to prevent movement, surface damage, contact with carbon steel, and moisture entrapment during transport. Finished or polished grating may require protective separators between panels.
| Quality Control Item | Inspection Requirement |
| Material grade | Confirm 316L through certificates and PMI when specified. |
| Carbon content | Verify compliance with the low-carbon 316L requirement. |
| Bearing bar size | Measure height and thickness against the purchase order. |
| Mesh spacing | Verify 1-3/16 inch bearing bar centers and 4 inch cross bar centers. |
| Weld integrity | Inspect grating intersections and secondary fabrication welds. |
| Dimensions | Check length, width, diagonals, cutouts, frames, and panel marks. |
| Flatness | Check for warping, rocking, and twisted bearing bars. |
| Serrations | Check consistency, direction, damaged teeth, and sharp burrs. |
| Surface finish | Confirm mill, pickled, passivated, polished, or electropolished condition. |
| Cleanliness | Check for carbon steel contamination, oil, heat tint, and foreign particles. |
| Packaging | Protect against transport damage, moisture traps, and dissimilar-metal contact. |
A clear purchase specification reduces quotation differences, production delays, and installation problems. Describing the product only as “316L stainless steel grating” is not enough to define the required panel.
| Ordering Item | Example Specification |
| Product | 316L stainless steel welded bar grating |
| Grating designation | 19-W-4 |
| Bearing bar size | For example, 1-1/2 inches × 3/16 inch |
| Surface | Smooth or serrated |
| Panel dimensions | Overall width and length of each panel |
| Bearing bar direction | Clearly marked on fabrication drawings |
| Clear span | Distance between structural supports |
| Design load | Uniform load, concentrated load, wheel load, and allowable deflection |
| Edge treatment | Open edge, trim banding, load banding, or frame |
| Special fabrication | Cutouts, notches, toe plates, carrier plates, nosing, or lifting handles |
| Surface treatment | Mill finish, pickled and passivated, polished, or electropolished |
| Fixing system | 316L clips, bolts, frame seating, or welded attachment |
| Documentation | Material certificate, dimensional report, PMI report, inspection report, or weld documentation |
For large platforms, each panel should have a unique identification mark. The panel schedule should show quantity, size, bearing bar direction, cutouts, banding, surface type, and installation location. This is particularly important for irregular marine and chemical plant platforms where many panels may look similar but are not interchangeable.
What does 19-W-4 mean in 316L stainless steel grating?
19-W-4 means the bearing bars are spaced at 19/16 inch, or 1-3/16 inches, on center; the letter W identifies welded construction; and the number 4 means the cross bars are spaced at 4 inches on center. The designation defines the grating mesh and construction type, but the bearing bar height and thickness must still be specified separately.
Is 316L stainless steel grating suitable for seawater?
316L stainless steel grating has better chloride resistance than 304 and is commonly used in coastal, marine-adjacent, and salt-spray environments. However, it is not completely immune to corrosion in warm, stagnant, or continuously immersed seawater. Crevices, salt deposits, elevated temperature, and poor drainage can cause pitting or crevice corrosion. Severe seawater service may require duplex stainless steel or a higher-alloy material.
Why is 316L preferred for welded stainless steel grating?
316L is preferred for welded grating because its maximum carbon content is lower than that of standard 316 stainless steel. The lower carbon level reduces the risk of chromium carbide precipitation and intergranular corrosion in heat-affected areas during welding. This is useful because welded grating contains many welded intersections and may also require welded banding, frames, toe plates, or stair tread components.
Please Feel free to give your inquiry in the form below.we will reply you in 24 hours.