
Custom stainless steel bar grating factory prices generally range from approximately US$60 to US$150 per square meter for common 304 welded panels with basic cutting and edge banding. Comparable custom 316 or 316L grating may cost approximately US$80 to US$220 per square meter. Close-mesh, serrated, press-locked, framed, polished, irregularly shaped, or heavy-duty stainless steel grating can range from US$150 to US$400 per square meter or more. Special vehicle-rated panels, architectural grating, hygienic assemblies, curved covers, hinged access panels, or products requiring engineering calculations and load testing may exceed US$250 to US$600 per square meter. The final factory price depends on the stainless steel grade, bearing bar size, mesh configuration, panel weight, construction method, support span, load requirement, fabrication complexity, surface treatment, order quantity, inspection requirements, packaging, and delivery terms.
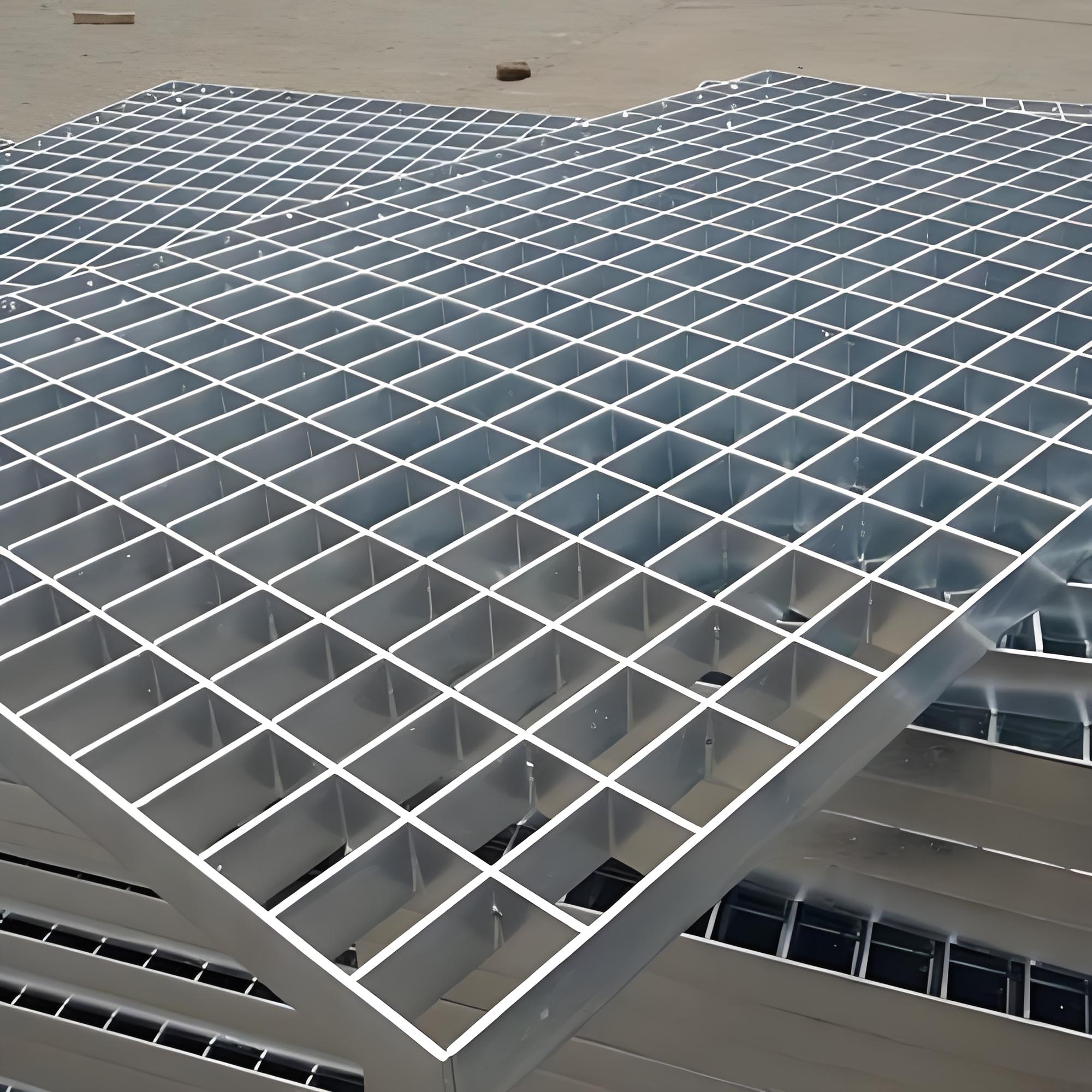
Custom stainless steel bar grating is manufactured or fabricated to match dimensions, loads, installation conditions, corrosion exposure, and functional requirements that cannot be satisfied by a standard stock panel. Customization may involve changing the bearing bar size, bearing bar spacing, cross bar spacing, panel width, panel length, surface type, edge treatment, frame design, opening layout, or surface finish.
Unlike a standard full-size panel, custom grating is normally supplied as an installation-ready component. The factory may need to review project drawings, select the correct grating structure, prepare fabrication layouts, cut individual panels, weld banding bars, form openings, produce frames, clean welded surfaces, mark each panel, inspect dimensions, and package the order according to the installation sequence.
These operations make custom stainless steel grating more expensive per square meter than a large unfinished stock panel. The difference becomes greater when the project contains many small panels, irregular shapes, curved edges, close tolerances, welded frames, hinges, handles, or polished surfaces.
Custom grating can be quoted by square meter, kilogram, panel, set, linear meter, stair tread, or complete project. A square meter price is useful for initial budgeting, but it is not sufficient for a final comparison unless the bearing bar size, mesh, weight, material grade, fabrication scope, and finish are identical.
| Quotation Type | Typical Scope | Important Limitation |
| Raw standard panel price | Full-size stainless steel grating sheet | Usually excludes cutting, banding, openings, frames, and finishing |
| Cut-to-size panel price | Rectangular panel cut to specified dimensions | May exclude edge banding and post-cut surface treatment |
| Fabricated panel price | Cutting, banding, notching, openings, marking, and selected finish | Frames, hinges, fasteners, and load testing may be separate |
| Complete framed assembly | Grating, support frame, fitting, handles, hinges, or locking devices | Installation labor and civil work are normally excluded |
| Delivered project price | Products, fabrication, packaging, and agreed transport scope | Import duty, tax, and local installation depend on the trade term |
The lowest advertised stainless steel grating price often applies to a standard mill-finish panel produced in a common grade and mesh. It may not represent the cost of a finished custom panel that can be installed directly at the project site.
For preliminary purchasing and project budgeting, custom stainless steel bar grating can be divided into several practical price levels. These figures are general international factory references rather than fixed quotations.
| Custom Stainless Steel Grating Type | Typical Factory Price Range | General Description |
| Basic custom 304 welded grating | US$60–150 per m² | Standard mesh, rectangular cutting, basic banding, and mill or cleaned finish |
| Custom 316 or 316L welded grating | US$80–220 per m² | Corrosion-resistant panels with cutting, banding, and normal fabrication |
| Close-mesh stainless steel grating | US$110–260 per m² | Reduced bearing bar spacing and higher stainless steel weight |
| Serrated custom stainless steel grating | US$80–230 per m² | Anti-slip bearing bars for wet, oily, marine, or outdoor areas |
| Custom press-locked grating | US$120–300 per m² | Accurate mesh, architectural appearance, and controlled bar alignment |
| Custom swage-locked grating | US$100–260 per m² | Mechanically locked construction with project-specific fabrication |
| Irregular or curved fabricated panels | US$150–350 per m² | Complex cutting, fitting, banding, and individual drawing control |
| Framed stainless steel trench covers | US$180–450 per m² | Grating, matching frame, fitting, handles, locks, and surface treatment |
| Polished or hygienic grating assemblies | US$180–450+ per m² | Detailed cleaning, passivation, polishing, and protected packaging |
| Heavy-duty vehicle-rated grating | US$250–600+ per m² | Deep bearing bars, reinforced frames, engineering, and load verification |
A common custom 304 stainless steel welded panel with 30 × 3 mm bearing bars, standard spacing, rectangular dimensions, welded edge banding, and an industrial cleaned finish may be budgeted at approximately US$70 to US$140 per square meter for a repeated factory order.
If the same product is made from 316L, uses closer spacing, contains multiple cutouts, and requires pickling and passivation, the price may increase to approximately US$110 to US$230 per square meter.
A complex project containing curved panels, non-standard frames, many individual panel marks, recessed handles, polished surfaces, and strict dimensional tolerances may exceed US$250 to US$450 per square meter even when the grating is intended only for pedestrian loading.
The basic panel price reflects the stainless steel bars and the process used to create the grid. Custom fabrication is added after the main grating panel is produced.
Cutting, edge banding, notching, framing, welding, grinding, pickling, passivation, polishing, inspection, and packaging are usually calculated separately or included as additional components in the final price.
Factory pricing generally assumes commercial quantities, repeated specifications, production lead time, and shipment from the manufacturing location. Retail prices may be considerably higher because the supplier holds stock, accepts one-piece orders, performs local cutting, and provides immediate delivery.
Custom fabrication cost is normally related to the number of individual pieces and operations rather than only to the grating area. A small panel can require nearly as much drawing review, cutting, banding, inspection, and packaging as a much larger panel.
For example, ten square meters divided into ten large rectangular panels generally costs less to fabricate than ten square meters divided into one hundred small removable drainage covers.
The stainless steel grade affects the raw material price, corrosion performance, welding behavior, surface treatment requirements, and expected service life.
304 is the most economical and widely available stainless steel grade for general custom grating. It provides good resistance to atmospheric exposure, fresh water, humidity, food residue, and many mild cleaning chemicals.
Typical applications include commercial kitchens, indoor food processing areas, architectural walkways, fresh-water drainage, factory platforms, utility rooms, and general wet environments where chloride exposure is limited.
For many indoor and mildly corrosive applications, 304 provides a practical balance between cost, availability, fabrication, and corrosion resistance.
304L is the low-carbon version of 304. It may be selected when extensive welding is required and corrosion resistance around welded areas is important.
Its price is usually close to that of standard 304, although availability in the required bearing bar dimensions can influence the final quotation.
316 contains molybdenum, which improves resistance to chloride-induced pitting and many chemical environments. It is commonly used for coastal facilities, wastewater plants, seafood production, swimming pool areas, salt-processing facilities, and chemical installations.
The additional nickel and molybdenum normally make 316 more expensive than comparable 304 grating.
316L is the low-carbon version of 316 and is commonly preferred for welded custom grating used in corrosion-sensitive environments.
Custom grating can contain extensive secondary welding around banding bars, frames, openings, handles, hinges, toe plates, and reinforcement. Using 316L can reduce sensitization risk in properly welded and finished components.
| Stainless Steel Grade | Typical Price Relationship | Main Selection Reason |
| 304 | 100% baseline | General corrosion resistance and broad availability |
| 304L | Approximately 2–12% above comparable 304 | Low-carbon grade for welded fabrication |
| 316 | Approximately 15–30% above comparable 304 | Improved chloride and chemical resistance |
| 316L | Approximately 18–35% above comparable 304 | Chloride resistance combined with low-carbon welding performance |
These percentages are preliminary references. Actual alloy premiums change with nickel and molybdenum prices, stainless steel mill surcharges, regional supply, bar dimensions, minimum material purchases, and order quantity.
A heavy-duty panel contains more kilograms of stainless steel per square meter than a light pedestrian panel. The absolute price difference between 304 and 316L is therefore greater on deep, thick, or close-spaced grating.
304 is commonly suitable for indoor platforms, fresh-water drainage, general food handling, dry architectural flooring, and ordinary industrial environments.
316 or 316L should be considered for marine facilities, coastal air, salt spray, seafood plants, brine processing, wastewater, swimming pools, chloride cleaning agents, and many chemical environments.
The exact exposure should still be reviewed. Stainless steel grade selection should consider the chemicals, concentration, temperature, wetting time, deposits, oxygen availability, cleaning method, and expected maintenance.
The manufacturing method affects panel appearance, connection design, available spacing, production efficiency, structural behavior, and price.
Welded grating is produced by joining cross bars to bearing bars through resistance welding, forge welding, pressure welding, or another controlled welding process.
It is widely used for industrial platforms, walkways, drainage covers, stair treads, trench covers, marine access, food plants, chemical facilities, and wastewater applications.
For standard mesh configurations and larger production quantities, welded construction is often the most economical custom stainless steel grating option.
After the main panel is welded, the factory can cut it into project-specific shapes and add banding, openings, frames, toe plates, or other components.
Press-locked grating is manufactured by pressing cross bars into slots formed in the bearing bars. The process creates clean intersections, straight grid lines, and accurate spacing.
It is often selected for architectural flooring, public walkways, entrance grilles, ventilation screens, facades, decorative platforms, and close-mesh applications.
Slotting, alignment, and pressing require precise equipment and material preparation. Custom press-locked grating is therefore commonly more expensive than standard welded grating.
Swage-locked grating uses cross bars that pass through the bearing bars and are mechanically locked by pressure or deformation.
The construction provides a stable grid and clean appearance and is commonly associated with stainless steel and aluminum products.
Pricing depends on bar profile, bearing bar spacing, cross bar configuration, custom panel dimensions, material grade, and fabrication quantity.
| Construction Type | Relative Factory Price | Main Advantages | Typical Applications |
| Welded | Low to moderate | Strong, economical, and widely available | Industrial floors, platforms, drainage, stairs, and trench covers |
| Press-locked | Moderate to high | Accurate mesh, clean appearance, and architectural flexibility | Entrances, public areas, facades, decorative floors, and close mesh |
| Swage-locked | Moderate | Mechanically locked construction and clean surface | Marine, architectural, industrial, and corrosion-resistant platforms |
| Fully custom hand-fabricated | High | Supports unusual bar layouts, shapes, and replacement work | Special machinery, restoration, curved panels, and unique structures |
A light press-locked panel may cost less than a heavy-duty welded panel because stainless steel weight remains a major price factor. Meaningful comparisons require the same material, bearing bar size, spacing, dimensions, finish, and loading.
The top surface and cross-sectional shape of the bearing bars affect traction, cleaning, walking comfort, appearance, weight, and factory cost.
Plain grating uses bearing bars with smooth top edges. It is normally the lowest-cost surface option because no serration-forming process is required.
Plain grating is suitable for dry platforms, commercial kitchens, food processing areas, architectural flooring, drainage covers, and locations where easy cleaning is important.
Serrated grating has notches or teeth formed along the top of the bearing bars. The surface provides additional footwear grip in wet, oily, muddy, outdoor, marine, or washdown areas.
Serrated stainless steel grating generally costs approximately 5 to 15 percent more than comparable plain grating. The premium depends on the bar size, material grade, serration pattern, order volume, and availability.
A serrated surface can be more difficult to clean because deposits may remain around the teeth. Hygienic projects should evaluate both slip resistance and cleaning requirements.
I-bar grating uses bearing bars with an I-shaped cross section. The profile can reduce stainless steel weight while maintaining useful stiffness for suitable applications.
I-bar performance must be checked using load data for the exact profile. An I-bar should not be treated as structurally identical to a rectangular bearing bar of the same height.
Custom anti-slip surfaces may include deeper serrations, cross-serrated bars, abrasive inserts, patterned nosing, or special profiles for wet and oily locations.
These surfaces can increase bar preparation, fabrication, finishing, and inspection costs.
Architectural projects may specify round, square, tapered, flush-top, dovetail, or other special bar arrangements. These profiles can require dedicated tooling and low-volume production.
| Surface or Bearing Bar Design | Relative Price | Main Benefit |
| Plain rectangular bar | Base price | Economical and easy to clean |
| Serrated rectangular bar | Approximately 5–15% above plain | Improved traction in wet and oily environments |
| I-bar | Specification-dependent | Reduced weight and efficient structural profile |
| Special anti-slip profile | Moderate to high | Application-specific slip resistance |
| Architectural custom bar | High | Controlled visual appearance and unique grid design |
The bearing bar dimensions and mesh configuration determine the stainless steel weight, open area, load capacity, walking performance, drainage, and factory price.
Common bearing bar heights include 20 mm, 25 mm, 30 mm, 32 mm, 35 mm, 40 mm, 45 mm, 50 mm, 60 mm, 65 mm, 75 mm, and larger heavy-duty dimensions.
Increasing bearing bar height generally improves bending stiffness and allows the grating to span a greater distance. It also increases material weight and the price per square meter.
Common thicknesses include 2 mm, 3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 1/8 inch, 3/16 inch, and 1/4 inch.
Increasing thickness improves local strength, impact resistance, durability, and resistance to concentrated loading. Because the increased thickness applies to every bearing bar, it can have a substantial cost effect.
Common bearing bar spacing includes approximately 15 mm, 19 mm, 20 mm, 25 mm, 30 mm, 30.2 mm, 32 mm, 34 mm, 35 mm, and 40 mm on center.
Closer spacing adds more bearing bars across the panel width. It improves walking support, small-wheel performance, load distribution, and object retention, but increases material consumption and the number of connections.
Common cross bar spacing includes approximately 50 mm, 76 mm, 100 mm, 2 inches, and 4 inches.
Reducing the cross bar spacing adds more cross bars and intersections. The price effect is normally smaller than changing the bearing bar thickness, but it can still be significant on large orders.
Close-mesh grating reduces the clear opening between bearing bars. It may be required for public walkways, narrow footwear, small wheels, dropped-object control, or accessible routes.
The increased number of bearing bars raises stainless steel weight, welding or pressing time, and factory price.
A custom mesh may combine non-standard bearing bar spacing with special cross bar spacing. Such configurations can require dedicated production setup, tooling, or minimum order quantities.
| Specification Change | Functional Effect | Price Effect |
| Increase bearing bar height | Improves stiffness and span capacity | Moderate to significant increase |
| Increase bearing bar thickness | Improves strength and impact resistance | Significant increase |
| Reduce bearing bar spacing | Improves walking support and small-wheel performance | Significant increase |
| Reduce cross bar spacing | Improves panel stability | Small to moderate increase |
| Use a non-standard mesh | Matches special project requirements | Moderate to high setup increase |
| Add serrations | Improves traction | Small to moderate increase |
Panel dimensions affect material utilization, cutting waste, fabrication time, handling, packaging, and transport.
The bearing bars normally run parallel to the panel length. Longer panels reduce the number of joints but are heavier and more difficult to handle.
Very long panels may require special transport, lifting equipment, or packaging supports. They may also be more difficult to keep flat after welding and finishing.
Panel width is measured across the bearing bars. Non-standard widths may create waste when cut from standard factory panels.
The final bar layout should be checked so that the edge opening is not excessively large or narrow.
Grating depth is normally the height of the bearing bars. Increasing depth improves stiffness but adds material and can affect frame design and finished floor level.
Weight per square meter is one of the most useful values for comparing quotations. Two panels with the same overall dimensions can have very different weights because of their bearing bar size and spacing.
| General Grating Construction | Weight Direction | Factory Price Direction |
| Shallow, thin, wide-spaced grating | Low kg/m² | Lowest |
| Standard pedestrian grating | Moderate kg/m² | Moderate |
| Close-mesh or thick-bar grating | High kg/m² | High |
| Heavy-duty industrial grating | Very high kg/m² | Very high |
| Grating with frame and reinforcement | Highest system weight | Highest material and freight cost |
Standard rectangular panels use material efficiently. Tapered, curved, or irregular panels may be cut from a larger rectangular blank, leaving unusable sections.
Although stainless steel scrap has recycling value, the factory still incurs purchasing, cutting, handling, and processing costs.
Heavy panels may require cranes, lifting points, stronger pallets, and additional labor. Handling cost becomes important for heavy-duty frames and large one-piece covers.
Custom stainless steel grating must be selected according to the actual support condition and loading. Panel dimensions alone do not determine structural capacity.
Bearing bars must span from one structural support to another. Cross bars run perpendicular to the bearing bars and should not be treated as the principal spanning members.
The bearing direction should be clearly shown on every fabrication and installation drawing.
The clear support span is the unsupported distance between the inside edges of the supporting structure. Increasing the span raises bending stress and deflection.
A bearing bar suitable for a 500 mm span may not be suitable for a 1,000 mm span under the same load. Longer spans normally require deeper or thicker bars.
A uniform load is distributed over the grating area. It may represent workers, stored material, snow, or a general platform floor load.
A concentrated load acts over a smaller area. Examples include equipment feet, machinery supports, tool boxes, maintenance carts, and isolated structural loads.
Carts, pallet trucks, forklifts, cars, and service vehicles create concentrated wheel loads. Small hard wheels can place high local stress on individual bearing bars.
The manufacturer may require the maximum wheel load, wheel width, diameter, spacing, direction of travel, and impact condition.
A grating panel can remain below its material failure limit and still deflect too much for comfortable or safe use.
Excessive movement can create rocking panels, trip points, joint movement, noise, connection damage, or fatigue under repeated loading.
| Design Input | Why It Affects the Price |
| Longer clear span | Requires deeper or thicker bearing bars |
| Higher uniform load | Increases required structural section |
| High point load | May require close spacing or local reinforcement |
| Wheel traffic | Requires evaluation of local bearing bar loading |
| Strict deflection limit | May require a stiffer panel than strength alone requires |
| Impact or vibration | May require heavier fixing, frames, and fatigue consideration |
Load tables should match the exact construction, material, bearing bar size, spacing, span, and surface type. Load data for carbon steel or aluminum should not automatically be applied to a stainless steel panel without confirmation.
Unusual spans, vehicle loads, irregular supports, large openings, and non-standard meshes may require a custom engineering calculation.
Engineering charges may be included in the product price or quoted separately, depending on the project complexity.
Secondary cutting and shaping are among the most important differences between a standard grating price and a custom factory price.
Straight rectangular cutting is normally the simplest custom operation. The factory must still control the finished dimensions, bearing bar layout, squareness, and edge condition.
Notches allow panels to fit around columns, beams, walls, handrails, pipes, structural braces, and equipment legs.
Each notch requires accurate positioning, cutting, grinding, possible banding, and dimensional inspection.
Round, square, rectangular, and irregular openings may be required for process pipes, drains, valves, ducts, cable trays, and machine supports.
Openings that interrupt multiple bearing bars may require structural banding or additional support framing.
Curved grating panels may be used around circular tanks, architectural features, spiral structures, fountains, tree pits, and process equipment.
A curved panel is normally cut from a larger rectangular panel. The curved edge then requires grinding, fitting, and custom banding.
Sloped walkways, circular platforms, and irregular structures may require triangular or trapezoidal panels. These shapes create more material waste and require individual drawings.
Tapered panels can follow a trench, platform, or architectural opening that changes width. Each piece may have different dimensions, increasing drawing and production control requirements.
| Fabrication Shape | Relative Cost | Main Cost Reason |
| Standard rectangular panel | Lowest | Simple cutting and efficient material use |
| Rectangular panel with one notch | Low to moderate | Additional cutting and edge finishing |
| Panel with multiple openings | Moderate to high | Drawing, cutting, banding, and inspection |
| Curved panel | High | Material waste, complex cutting, fitting, and curved banding |
| Triangular or trapezoidal panel | High | Individual layout and inefficient material utilization |
| Fully irregular custom panel | Very high | Individual drawing, manual fitting, and complex inspection |
Complex panels should be manufactured from approved CAD drawings, dimensioned sketches, or physical templates. Unclear site measurements can lead to incorrect fabrication and costly replacement.
Accessories and edge components can represent a substantial part of the finished custom grating price.
Trim banding closes the cut ends of the bearing bars and improves handling, appearance, and edge safety.
Load banding uses a heavier bar and stronger welds so that the panel edge can receive concentrated loads or transfer force to adjacent supports.
Load banding is commonly required where wheels cross a panel edge or where the banding bar forms part of the structural support system.
Kick plates or toe plates are welded around platform edges to reduce the risk of tools and materials falling to a lower level.
The price depends on plate height, thickness, total length, corner details, welding, and surface finish.
Frames may be made from stainless steel angle, channel, flat bar, or custom formed sections. They provide a seating surface for removable grating and protect the edge of a trench or floor opening.
Frame price depends on section size, grade, welding, anchors, reinforcement, surface treatment, and dimensional tolerance.
Hinged covers remain attached to the frame during opening. Heavy panels may require multiple hinges, reinforced hinge plates, or assisted lifting systems.
Recessed handles, folding handles, lifting slots, keyholes, and removable lifting tools can improve maintenance access.
The design should avoid creating a trip hazard or interfering with surface drainage.
Public, exterior, vibrating, or vehicle-access areas may require bolts, security fasteners, locking bars, anti-theft devices, or concealed locks.
Stainless steel saddle clips, hook clips, bolts, washers, nuts, and support brackets may be supplied with the grating.
The fastener grade should be compatible with the grating and the service environment.
| Accessory or Fabrication Feature | Typical Price Effect |
| Simple trim banding | Small to moderate increase |
| Heavy load banding | Moderate increase |
| Toe plate or kick plate | Moderate increase according to total length |
| Light stainless steel support frame | Moderate increase |
| Heavy reinforced frame | Significant increase |
| Lifting slot or keyhole | Small increase per panel |
| Recessed or folding handle | Small to moderate increase per panel |
| Hinge system | Moderate increase |
| Security locking device | Moderate to high increase |
| Stainless steel clip set | Small increase per fixing point |
The stainless steel finish affects appearance, corrosion performance, cleanliness, hygiene, and price.
Mill finish is normally the lowest-cost option. It is suitable for general industrial applications where appearance is not critical.
Fabrication marks, welding discoloration, scratches, and heat tint may remain unless further cleaning is specified.
Basic cleaning may remove loose dirt, oil, light marks, and sharp projections. It should not be confused with pickling or passivation.
Pickling removes welding heat tint, oxide scale, and certain metallic contamination through controlled chemical treatment.
It is often specified for welded grating used in wet, marine, food processing, chemical, and hygienic environments.
Passivation removes free iron contamination and supports the formation of a clean chromium-rich passive surface.
The surface must be properly cleaned before passivation. Passivation alone does not remove heavy oxide scale or welding heat tint.
A brushed finish creates a directional texture and is commonly used for visible architectural, kitchen, hotel, and public-area grating.
Polishing improves appearance and can improve cleanability. However, bar grating contains many intersections, edges, and internal spaces that are more difficult to polish than flat sheet.
The quotation should identify whether polishing applies only to visible upper surfaces or to all accessible faces and welds.
Electropolishing removes a thin surface layer through an electrochemical process. It can improve surface smoothness, cleanliness, and corrosion performance.
It is normally one of the highest-cost finishing options and is used for pharmaceutical, high-purity, laboratory, and specialized food-processing applications.
A controlled bead-blasted finish may be used to create a uniform matte appearance. The blasting media must be suitable for stainless steel and free from carbon steel contamination.
| Surface Finish | Relative Cost | Typical Application |
| Mill finish | Lowest | General industrial platforms and drainage grating |
| Basic cleaned finish | Low | Indoor utility and non-visible applications |
| Pickled | Low to moderate | Welded marine, food, chemical, and wet-area grating |
| Passivated | Moderate | Hygienic and corrosion-sensitive applications |
| Brushed | Moderate to high | Architectural, commercial kitchen, and public areas |
| Polished | High | Decorative, pharmaceutical, food, and visible installations |
| Electropolished | Very high | High-purity and specialized hygienic environments |
| Surface Treatment | Possible Addition to Base Price |
| Basic cleaning | Approximately 2–5% |
| Pickling | Approximately 5–12% |
| Pickling and passivation | Approximately 8–18% |
| Brushed finish | Approximately 10–25% |
| Detailed polishing | Approximately 20–50% or more |
| Electropolishing | Approximately 30–70% or project-specific |
The actual premium depends on panel dimensions, weld quantity, surface condition, required roughness, finish standard, accessible surfaces, batch quantity, and inspection criteria.
A custom order normally requires more preparation than a standard stock panel. The factory manufacturing process should begin with a complete technical review.
The factory reviews the material grade, grating type, bearing bar size, mesh, panel dimensions, support span, load, surface finish, fabrication details, quantity, and delivery destination.
Project drawings should identify structural supports, panel divisions, bearing direction, openings, frames, stairs, toe plates, hinges, handles, and individual panel marks.
The factory should identify missing dimensions, unsupported edges, unsuitable panel sizes, and potential fabrication problems before issuing final drawings.
The manufacturer calculates the theoretical grating weight, banding weight, frame weight, fabrication allowance, material waste, and total shipment weight.
The required bearing bar is checked against the clear support span, uniform load, concentrated load, wheel load, and deflection requirement.
A sample may be required for a new mesh, unusual surface, architectural finish, special frame, or high-volume project.
The sample can be used to confirm dimensions, fit, surface appearance, bar arrangement, welding, opening size, and installation method.
A one-piece sample normally has a high unit price because material preparation, tooling setup, welding, fabrication, finishing, and inspection cannot be distributed across a production batch.
Some factories credit part of the sample cost against a later production order, depending on commercial arrangements.
After approval, the factory prepares production drawings, cutting lists, panel schedules, material lists, and identification marks.
The bearing bars and cross bars are prepared and assembled through welding, press locking, swage locking, or another specified method.
Panels are cut, notched, banded, framed, drilled, welded, ground, and marked according to the drawings.
The fabricated grating receives the required cleaning, pickling, passivation, brushing, polishing, or electropolishing.
Dimensions, flatness, panel marks, frames, hinges, handles, and surface finish are checked. Matching covers and frames may be trial-fitted before packaging.
| Custom Manufacturing Stage | Main Activity |
| Technical inquiry review | Confirm material, mesh, dimensions, loading, finish, and quantity |
| Drawing review | Check supports, panel divisions, openings, frames, and bearing direction |
| Engineering review | Select bearing bars using span, load, and deflection requirements |
| Sample production | Confirm profile, fit, finish, and fabrication before mass production |
| Panel manufacturing | Produce welded, press-locked, or swage-locked grating |
| Custom fabrication | Cut, band, notch, frame, drill, weld, and mark panels |
| Surface treatment | Clean, pickle, passivate, brush, polish, or electropolish |
| Final inspection | Verify dimensions, welding, flatness, finish, and panel identification |
| Packaging and shipment | Protect surfaces and organize panels for delivery and installation |
Custom grating quality control should begin with raw material verification and continue through manufacturing, fabrication, surface treatment, and packaging.
Material certificates should identify the stainless steel grade, heat number, chemical composition, mechanical properties, and applicable standard.
The documents should be traceable to the bars used in the supplied grating rather than being generic sample certificates.
Positive material identification may be requested to verify 304, 316, 316L, or another alloy. PMI is particularly useful for chemical, marine, food, pharmaceutical, and high-value applications.
Bearing bar height, thickness, spacing, straightness, and surface type should be checked against the approved specification.
Cross bar dimensions, spacing, alignment, and connection quality should be inspected at multiple locations.
Welded grating intersections should be checked for secure attachment, missed welds, incomplete fusion, cracking, excessive burn-through, and unacceptable bar deformation.
Secondary welds around banding, frames, toe plates, handles, hinges, and reinforcement require separate inspection.
Panel length, width, diagonals, openings, curves, notch locations, frames, holes, and panel marks should be checked against approved drawings.
Panels should sit on their supports without excessive rocking. Welding and secondary fabrication can cause distortion, particularly in thin stainless steel components.
Matching grating and frame assemblies should be trial-fitted when close tolerances are required.
The surface should be checked for heat tint, oxide scale, carbon steel contamination, deep scratches, sharp burrs, oil, welding spatter, and unacceptable discoloration.
A load calculation should identify the grating type, material, bearing bar size, spacing, support span, load type, contact area, and allowable deflection.
Physical testing may be required for vehicle grating, custom frames, unusual meshes, new profiles, public infrastructure, or products without established load data.
The test should define the support arrangement, load location, contact area, loading steps, measured deflection, permanent deformation, and acceptance criteria.
| Quality Document | Main Purpose |
| Material certificate | Confirms stainless steel grade and material properties |
| PMI report | Verifies alloy identity |
| Dimensional inspection report | Records panel size, bar dimensions, spacing, and openings |
| Welding inspection record | Documents primary and secondary weld checks |
| Surface treatment report | Records pickling, passivation, polishing, or special finishing |
| Load calculation | Shows the engineering basis for bearing bar selection |
| Load test report | Records the test setup, load, deflection, and result |
| Panel schedule and packing list | Links shipped products to fabrication and installation drawings |
The factory price is affected by both the total quantity and the number of different panel designs within the order.
Prototype and sample orders have the highest unit price because the factory must perform engineering review, material preparation, production setup, fabrication, finishing, inspection, and packaging for only one or a few pieces.
Small orders may be subject to minimum charges for stainless steel purchasing, welding, press locking, cutting, pickling, passivation, polishing, testing, and export packaging.
Repeated dimensions improve material utilization, production speed, welding consistency, inspection, and packaging efficiency.
Large orders using the same grade, bar size, mesh, surface, and panel dimensions normally receive the best factory pricing.
A large project containing hundreds of unique panel dimensions may still have a high fabrication price because each panel requires individual drawings, programming, identification, and inspection.
| Order Condition | Typical Unit Price Effect |
| One prototype panel | Highest unit price |
| Below 10 m² | Small-order and minimum-charge pricing |
| 10–50 m² with repeated sizes | Improved production efficiency |
| 51–200 m² | Competitive custom project pricing |
| 201–1,000 m² with repeated specifications | Potential volume discount |
| Large order with many unique panels | Discount reduced by drawing and fabrication complexity |
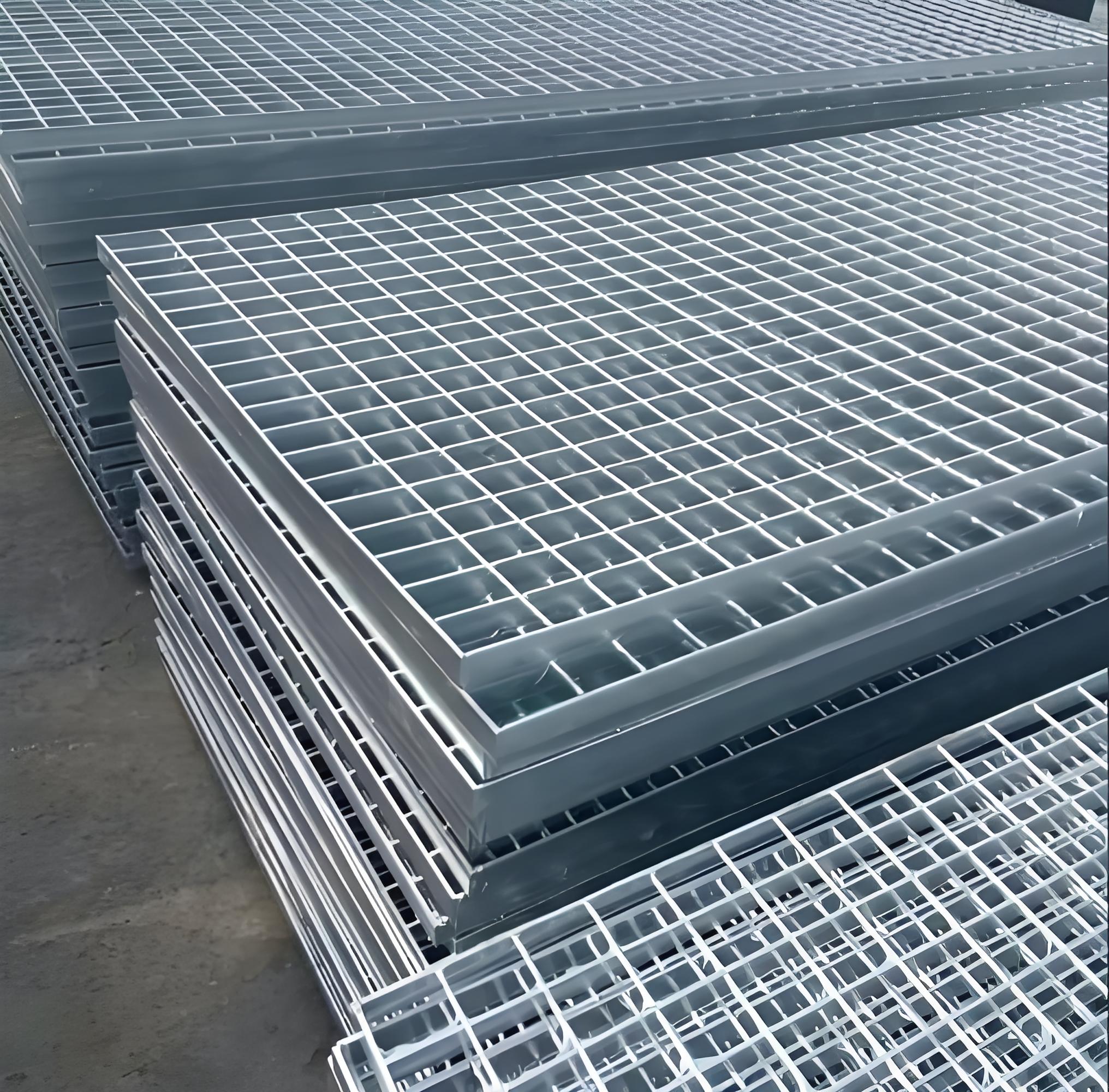
Mill-finish industrial grating may be stacked on pallets with separators and straps. Pickled, passivated, brushed, or polished panels require more surface protection.
Packaging should prevent bending, scratching, moisture retention, carbon steel contamination, and movement during transport.
Each custom panel should carry a mark linked to the approved installation drawing. Bundles should be organized by platform area, trench section, elevation, or installation sequence where practical.
Stainless steel grating can create significant freight cost. The manufacturer should provide the net weight, gross weight, package dimensions, package quantity, and container loading plan.
Very long panels can reduce the number of joints but create transport and handling problems. Shorter panels are easier to ship but require more cuts, banding, clips, and installation joints.

| Trade Term | General Price Scope |
| EXW | Products available at the factory |
| FOB | Products and export delivery to the named port are generally included |
| CIF | FOB scope plus ocean freight and insurance to the destination port |
| DAP | Delivery to the named destination, normally excluding import duty and tax |
| DDP | Delivery including agreed customs clearance, duties, and taxes |
An EXW factory price should not be compared directly with a DDP delivered price. Buyers should compare the complete landed cost using the same trade term.
A complete inquiry allows the factory to calculate stainless steel weight, structural requirements, production time, fabrication complexity, surface treatment, inspection, packaging, and delivery.
| Required Information | Example |
| Application | Platform, walkway, drainage cover, trench cover, stair tread, or architectural grille |
| Stainless steel grade | 304, 304L, 316, or 316L |
| Construction method | Welded, press-locked, or swage-locked |
| Bearing bar size | For example, 30 × 3 mm or 40 × 5 mm |
| Bearing bar surface | Plain, serrated, I-bar, or special profile |
| Bearing bar spacing | For example, 30 mm on center |
| Cross bar type | Round, square, flat, pressed, or swaged bar |
| Cross bar spacing | For example, 50 mm or 100 mm on center |
| Panel dimensions | Length and width of every panel type |
| Bearing bar direction | Clearly marked on the project drawing |
| Clear support span | Unsupported distance between structural supports |
| Uniform load | Required distributed loading |
| Concentrated load | Maximum point load and contact area |
| Wheel load | Wheel load, width, spacing, and direction of travel |
| Allowable deflection | Project or standard requirement |
| Edge treatment | Open edge, trim banding, or load banding |
| Custom shapes | Notches, openings, curves, tapers, triangles, or irregular panels |
| Accessories | Frames, toe plates, hinges, handles, locks, and clips |
| Surface finish | Mill, pickled, passivated, brushed, polished, or electropolished |
| Panel quantity | Quantity of each individual panel size |
| Testing and documents | Material certificates, PMI, inspection reports, calculations, or load tests |
| Packaging | Pallet, protected bundle, wooden case, or seaworthy export packing |
| Delivery destination | City, port, and country |
| Trade term | EXW, FOB, CIF, DAP, or DDP |
Drawings should show panel dimensions, bearing direction, support positions, openings, frames, stair treads, toe plates, handles, hinges, and panel identification.
Total square meters alone do not show the number of cuts, banded edges, openings, curves, frames, and accessories.
Descriptions such as pedestrian or heavy duty are not sufficient for final selection. The factory should receive the clear span, uniform load, point load, wheel load, contact area, and allowable deflection.
The inquiry should state which surfaces must be pickled, passivated, brushed, polished, or electropolished and whether a specific surface roughness or visual standard applies.
The buyer should confirm whether the quotation includes drawing review, sample production, engineering, cutting, banding, frames, accessories, surface treatment, inspection, packaging, freight, import duty, and tax.
How much does custom stainless steel bar grating cost per square meter?
Custom 304 stainless steel bar grating generally costs approximately US$60 to US$150 per square meter for common welded panels with basic cutting and edge banding. Custom 316 or 316L grating commonly costs approximately US$80 to US$220 per square meter. Close-mesh, press-locked, curved, framed, polished, or heavy-duty products may cost US$150 to US$600 per square meter or more, depending on weight, fabrication, finish, quantity, and load requirements.
Why is custom stainless steel grating more expensive than a standard panel?
Custom grating requires additional drawing review, material planning, cutting, banding, notching, opening fabrication, welding, surface restoration, inspection, identification, and packaging. Irregular panels can also create more stainless steel waste. The fabrication cost is often calculated per panel and per operation, so small or complex panels have a higher square meter price than full standard sheets.
What information does a factory need to quote custom stainless steel grating?
An accurate quotation normally requires the stainless steel grade, construction method, bearing bar size and spacing, cross bar type and spacing, panel dimensions, bearing direction, support span, uniform and concentrated loads, wheel loading, deflection requirement, custom openings, edge banding, frames, accessories, surface finish, quantity, inspection documents, packaging, destination, and trade term. Detailed fabrication drawings provide the most reliable basis for factory pricing.