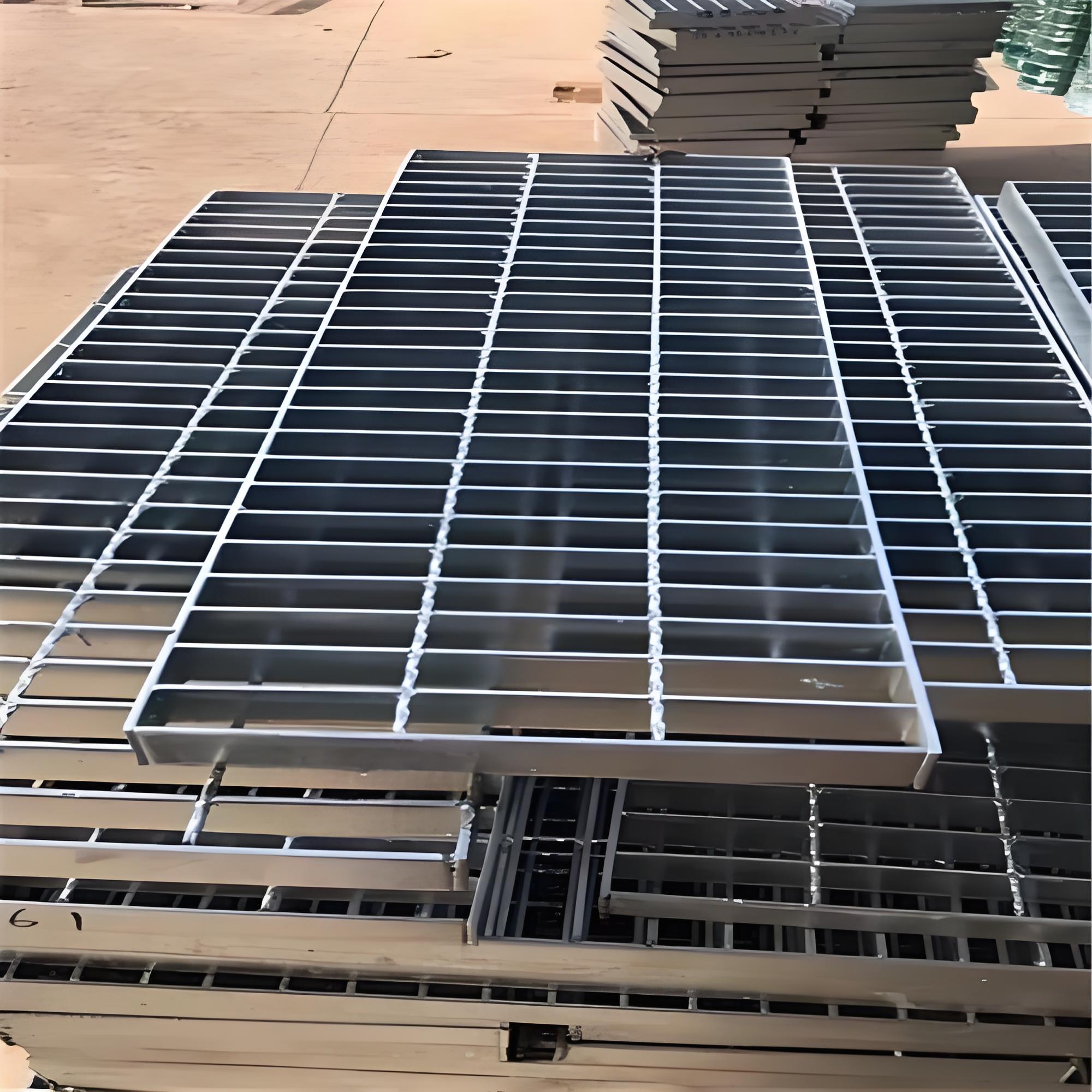
304L stainless steel bar grating is used where corrosion resistance, welded joint stability, and long service life matter more than low initial material cost. Compared with carbon steel grating or standard stainless alternatives used without attention to welding condition, 304L offers a more stable structure in humid processing areas, drainage platforms, walkways, trench covers, equipment access zones, and hygienic industrial environments. At Anping County Chuansen Silk Screen Products Co., Ltd., this material is typically selected for projects that require welded grating panels with reliable corrosion behavior after fabrication, especially where the grating will be exposed to water, cleaning chemicals, food processing residue, pharmaceutical washdown, or coastal air.
304L is the low-carbon version of 304 stainless steel. The key difference is not appearance but metallurgical behavior after welding. Standard 304 stainless steel already has good general corrosion resistance because of its chromium and nickel content, but when it is exposed to the heat cycle of welding, chromium carbide precipitation can occur in the heat-affected zone if carbon content is high enough. That condition may reduce corrosion resistance near the weld and increase sensitivity to intergranular corrosion.
304L addresses that issue by reducing carbon content, typically to a maximum of 0.03%. In welded bar grating production, this matters because every bearing bar and cross bar intersection forms a thermal influence zone. A grating panel may contain hundreds or thousands of welded points depending on size and mesh spacing. The lower carbon level helps preserve corrosion resistance around those welded joints without requiring post-weld heat treatment. For grating used in wet service conditions, this is a practical advantage rather than a theoretical one.

In direct comparison, ordinary 304 and 304L are very close in most general corrosion applications. The distinction becomes more meaningful when the product is fabricated by welding and then installed in environments with regular moisture retention, washdown cycles, or mild chemical exposure. For welded floor grating, platform grating, and trench grating, 304L is often the safer choice where weld integrity and long-term surface stability need to be considered together.
Typical service environments for 304L stainless steel bar grating include indoor and semi-outdoor humid locations, weak acid and weak alkali processing zones, food and beverage workshops, pharmaceutical clean areas, wastewater treatment sections, chemical auxiliary rooms, marine-climate buildings, and ship-adjacent infrastructure where chloride exposure is present but not severe enough to require 316L. It performs well in rain-exposed structures, frequent cleaning environments, and applications where carbon steel galvanizing may deteriorate over time due to chemical washing or abrasion.
In food and pharmaceutical settings, 304L is also valued because the surface is easier to keep clean than painted steel or untreated carbon steel. It does not shed coating layers, and with proper surface treatment it maintains a more stable passive film. In marine climate areas, 304L is suitable for many above-ground installations, though direct immersion or high-salt splash zones may call for 316L instead. Material selection in those cases depends on chloride concentration, cleaning frequency, and expected service life.
The quality of stainless steel bar grating depends not only on steel grade but also on production discipline. At the raw material stage, 304L stainless flat bars and cross bars should be verified by batch. A standard practice is incoming material inspection combined with spectrometer testing to confirm the chemical composition. The analysis checks chromium, nickel, carbon, manganese, silicon, phosphorus, sulfur, and other relevant elements against the required grade range. For 304L, carbon control is especially important because the low-carbon feature is one of the main reasons for selecting the material.
Batch-based traceability improves consistency across large projects. When grating panels are supplied for plant walkways, municipal drainage systems, or export engineering packages, the material source and composition record reduce uncertainty during later inspection. A spectrographic report is often more useful than a verbal material statement because it directly shows whether the supplied steel falls within the required 304L range.
For welded stainless grating, resistance welding or pressure welding control is the central manufacturing step. Weld quality is determined by current, pressure, contact time, cross bar deformation amount, and bar alignment. If welding current is too low, fusion at the joint is incomplete and the result may be a weak point or false weld. If the current is too high, surface burning, localized overheating, or excessive material deformation can occur. Pressure must also be balanced so that the joint forms correctly without flattening the cross bar beyond tolerance.
Stable weld formation is especially important in stainless grating because appearance alone is not a full indicator of mechanical integrity. A neat panel with inconsistent weld penetration can still fail under vibration or repeated foot traffic. Process control therefore focuses on weld point firmness, intersection consistency, panel flatness, bearing bar spacing tolerance, and diagonal accuracy. In production, random destructive checks can be used to verify whether the cross bar is properly bonded at the joint rather than simply pressed in place.
Surface treatment options for 304L stainless steel bar grating depend on the end-use environment. Pickling and passivation is the most common technical treatment after fabrication. Pickling removes welding oxides, heat tint, and surface contamination, while passivation helps restore the chromium-rich oxide layer that gives stainless steel its corrosion resistance. For grating installed in hygienic environments, this treatment improves both corrosion behavior and surface cleanliness.
Sandblasting can be used when a more uniform matte finish is preferred or when surface glare needs to be reduced. Polishing is also available for specific installations where visual finish matters, though this is less common for industrial floor grating than for architectural stainless fabrications. In practical use, the selected finish should match the service condition rather than appearance alone. A drainage trench cover in a pharmaceutical workshop may prioritize easy cleaning, while an outdoor platform may prioritize oxide removal and corrosion stability.
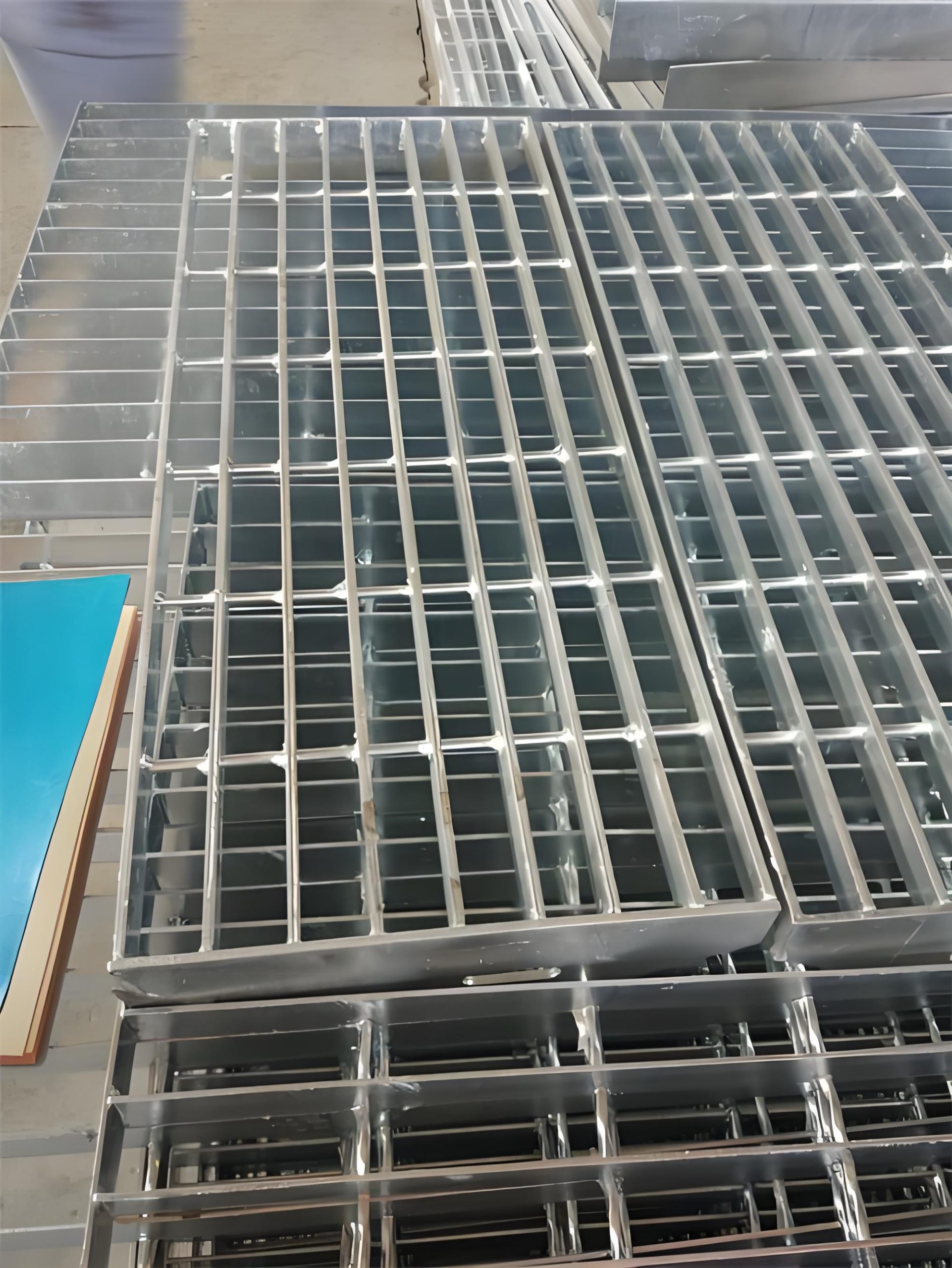
304L stainless steel bar grating is available in a range of bearing bar sizes selected according to load span, deflection control, and structural support layout. Common flat bar dimensions include 25×3 mm, 25×5 mm, 32×5 mm, 40×5 mm, and 50×5 mm. Thicker and deeper bearing bars provide higher load capacity, but they also increase panel weight and material cost. In grating design, the bearing bar carries the main load across the support span, so bar height and thickness directly affect performance.
For many walkway and trench applications, 25×3 mm or 25×5 mm can be sufficient where spans are short and loads are mainly pedestrian. For heavier service conditions such as industrial platforms, equipment access areas, or maintenance routes with wheeled loads, 32×5 mm and above are more common. The actual choice depends on support spacing and required loading class rather than a fixed rule.
| Common bearing bar sizes | 25×3 mm, 25×5 mm, 32×5 mm |
| Typical mesh spacing | 30×100 mm, 40×100 mm, 60×100 mm |
| Optional forms | stair treads, curved panels, irregular cutting, banded edges |
Grid spacing affects drainage, heel safety, debris passage, and structural distribution. Typical mesh spacing includes 30×100 mm, 40×100 mm, and 60×100 mm. A 30×100 mm pattern is widely used for industrial walkway and platform grating because it provides a balanced combination of support density and open area. A 40×100 mm grid reduces weight and may suit lighter-duty service. A 60×100 mm grid gives greater openness for drainage or ventilation but is less suitable where smaller object retention or tighter foot support is needed.
Cross bar design also affects panel behavior. Twisted square bars are common because they lock into the bearing bars effectively and contribute to slip resistance. Round bars or flat cross bars may also be used in certain designs, but twisted square bars remain standard in many industrial grating systems because they combine structural practicality with a stable welded intersection.
Non-standard customization is a major part of stainless grating production. Many projects do not use only rectangular stock panels. Curved plates are required for circular platforms, tank perimeter walkways, and radial structures. Stair treads need front nosing treatment, side fixing plates, and hole positioning matched to the support stringer. Irregular cutting is common for pipe penetrations, column cutouts, cable tray passage, and equipment base clearance. Edge banding is used to improve panel rigidity, protect cut ends, and create a more finished installation boundary.
At Anping County Chuansen Silk Screen Products Co., Ltd., custom production generally starts from panel layout drawings or dimensional schedules. CAD drawing refinement is useful when multiple openings, special edge directions, or installation clips must be coordinated in one project. For stainless bar grating, fabrication accuracy matters because field cutting increases labor time and can damage the passive surface if handled without proper finishing. Pre-fabricated non-standard panels reduce on-site correction work and help preserve the corrosion resistance of the finished product.
Load performance in stainless steel bar grating is determined by bearing bar section, span length, support condition, and load type. The most common engineering references are uniform distributed load and line load. Uniform load applies when personnel or stored material is spread over the panel area. Line load is more critical in some cases because it concentrates force in a narrow contact path, such as wheel tracks, equipment feet, or edge loading.
As a general reference, a grating panel made from 25×5 mm bearing bars at 30×100 mm spacing can serve many pedestrian applications over moderate spans, while 32×5 mm or 40×5 mm sections are more suitable where loading is heavier or deflection requirements are stricter. The allowable load is not defined by material strength alone. Span is equally important. A strong bar section can still deflect excessively if support spacing is too wide. For that reason, stainless grating should be selected from a load table tied to actual bearing bar size and support span rather than by thickness only.
Typical load table data can be prepared according to the selected grating type, showing safe uniform load, estimated deflection, and recommended maximum span. For engineering submittals, project teams often request this information together with panel identification, material grade, and fabrication detail. When the grating is intended for equipment platforms or public access structures, measured or calculated performance data becomes more important than a simple product description.
Slip resistance is another core safety factor. Stainless steel itself is not inherently non-slip, so grating design must create traction through geometry. Serrated bearing bars are used where higher slip resistance is required, especially on sloped walkways, exterior platforms, stair treads, and washdown areas. The serrated teeth increase friction under wet or oily conditions. The spacing of twisted square cross bars also influences foot stability by affecting surface contact pattern and edge interruption across the panel.
For stair treads, the anti-slip requirement is usually higher than for flat platforms. In these cases, serrated flat bars combined with proper tread depth and secure side plate fixing provide better footing under repeated traffic. For trench covers in processing plants, the open grid also helps by reducing liquid accumulation on the walking surface, which is often a practical safety benefit beyond the anti-slip geometry itself.
Factory inspection for finished stainless bar grating can include dimensional measurement, weld point examination, flatness check, diagonal tolerance verification, and surface condition review. Where required, actual test data may be provided for load performance or weld strength verification. Third-party inspection reports can also be arranged for projects that need independent confirmation of material composition or mechanical performance. This is common for export engineering packages, public utility projects, and installations governed by external approval procedures.
| Performance factor | Main influence |
| Uniform load capacity | Bearing bar size, span length, support spacing |
| Slip resistance | Serrated bar profile, cross bar pattern, surface condition |
| Weld reliability | Welding current, pressure control, joint consistency |
For 304L stainless steel bar grating, factory-direct supply changes the cost structure in a straightforward way. Stainless material already carries a higher raw material value than carbon steel, so unnecessary trading layers increase total project cost quickly. Direct production from Anping County Chuansen Silk Screen Products Co., Ltd. removes intermediate handling between fabrication and shipment. That matters most in batch orders involving repeated panel sizes, cut-to-drawing projects, or mixed sets of standard grating and fabricated stair treads.
Batch pricing becomes more efficient when panel dimensions are optimized around production width, bar spacing, and standard stock lengths. Direct manufacturing also reduces mismatch risk between drawing intent and supplied panel form, since the fabrication team works from the actual layout rather than from a forwarded description. For stainless grating, this is useful because details such as passivation requirement, banding style, opening orientation, and edge treatment can materially affect both fabrication time and total cost.
Lead time is another practical advantage. Regular specifications are often prepared with semi-finished or finished stock, especially common bearing bar sizes and standard mesh spacing patterns. That shortens dispatch time for routine industrial platforms, drainage covers, and access walkways. Non-standard fabrication still requires drawing confirmation and cutting arrangement, but a factory with stable stainless grating production can process these orders faster than a supply chain that must coordinate across separate stockists and fabricators.
For projects with multiple panel types, CAD drawing support helps convert layout plans into production-ready piece marks. This is not a sales add-on but a fabrication control step. In stainless grating projects, errors in opening placement or support direction can lead to costly field modification. Drawing refinement clarifies bearing bar direction, notch dimensions, border band details, and fixing points before cutting begins. That reduces rework and improves installation efficiency at site.
Installation guidance is also relevant because grating performance depends on correct support and fixing. Even a properly manufactured 304L panel can deform or loosen if it is installed with insufficient support width, incorrect clip placement, or uneven bearing conditions. Basic technical guidance usually covers support interval, edge overlap, fixation method, and orientation of the bearing bars relative to span. For stair treads, hole alignment and nosing direction must also match the steel structure or support frame.
Export packing for stainless grating should be designed to prevent edge impact, mixed-panel confusion, and contamination of the surface during transit. Because stainless steel is often selected for clean appearance and corrosion resistance, improper packing can cause scratches, iron contamination, or deformation at the panel corners. Segregated bundles, identification marks, and protective separators are more useful here than generic steel packing methods.
In factory supply practice, the main value is not a slogan about direct sales but tighter control over material verification, welding quality, fabrication tolerance, stock availability, and delivery coordination. For a product such as 304L stainless steel bar grating, these factors affect service life and installation outcome as much as the nominal material grade itself.
Is 304L stainless steel bar grating better than galvanized steel grating?
For corrosion resistance in wet, washdown, hygienic, or mildly chemical environments, 304L is generally more stable than galvanized carbon steel. Galvanized grating has lower initial cost and works well in many outdoor structural applications, but zinc coating can wear or react over time in aggressive service conditions. 304L is often selected where coating failure is not acceptable or where regular cleaning chemicals are present.
When should 316L be used instead of 304L stainless grating?
316L is preferred where chloride exposure is stronger, such as coastal splash zones, marine decks, certain chemical plants, and saline process environments. 304L performs well in many humid and weakly corrosive settings, but long-term exposure to higher chloride levels can lead to pitting. The distinction is mainly about corrosion severity, not basic grating structure.
Can 304L stainless steel bar grating be used for food processing floors?
Yes. It is commonly used in food processing zones because it offers good corrosion resistance, welded stability, and compatibility with cleaning procedures. Pickled and passivated surfaces are especially suitable where sanitation and frequent washdown are part of routine operation.
