A stainless steel floor grating factory must be evaluated by its ability to control alloy selection, load-bearing structure, dimensional accuracy, welding consistency, surface treatment, packaging protection, and project documentation at the same time. Stainless steel floor grating is used in environments where corrosion resistance, drainage, ventilation, hygiene, anti-slip performance, and structural safety cannot be separated. From the manufacturing perspective of Anping County Chuansen Silk Screen Products Co., Ltd., the production of stainless steel floor grating is handled as an engineered metal flooring system rather than a simple welded mesh product.
Anping County Chuansen Silk Screen Products Co., Ltd. is located in Anping County, Hebei Province, a long-established industrial base for wire mesh, steel grating, welded metal products, and architectural metal components. For stainless steel floor grating production, factory capability is reflected in workshop organization, raw material control, forming and welding equipment, skilled fabrication teams, and the ability to process both standard panels and drawing-based engineered parts.
Factory background information such as establishment year, plant area, employee size, technical team size, annual output, and annual production value should be presented based on current company registration files and internal production records. These figures may change with workshop expansion, equipment upgrades, and production planning. For industrial buyers and engineering contractors, the more meaningful evaluation is whether the factory can maintain stable output, repeated dimensional accuracy, and traceable quality records across different batches.

Annual capacity for stainless steel floor grating can be expressed by tonnage or by square meters. Tonnage is more suitable for heavy-duty grating and structural platform materials, while square meters are easier for drainage covers, walkways, floor panels, and architectural grating projects. A practical factory capacity statement should separate carbon steel grating, stainless steel grating, aluminum grating, special-shaped panels, and secondary fabricated assemblies because these product types require different labor and processing time.
Export capability includes foreign trade documentation, packaging suitable for container transport, product marking, material certificates, and coordination with freight forwarders. Stainless steel floor grating is commonly supplied to petrochemical facilities, food processing plants, water treatment projects, marine engineering, municipal drainage projects, power plants, and industrial building platforms. Long-term cooperating clients are usually distributors, engineering contractors, steel structure fabricators, industrial equipment manufacturers, and project material integrators rather than only single-use retail purchasers.
Production execution standards may involve Chinese standards, project drawings, international grating practice, or client-specified tolerances. Stainless steel grades may refer to ASTM, AISI, EN, JIS, or GB material systems depending on the project. Factory certification systems, including ISO-type quality management documentation, should be checked against valid certificates and the actual scope of certification. For stainless steel floor grating, certification language must match real documents, not general advertising claims.
Stainless steel floor grating begins with stainless flat bars, cross bars, round bars, twisted square bars, plates, and accessories. Material selection is based on corrosion exposure, cleaning chemicals, temperature, load level, welding requirements, and appearance standard. The most widely used grades are 304, 304L, 316, and 316L. Duplex stainless steel may be used when higher strength and stronger chloride resistance are required.
| Common Grade | Comparable Designation | Typical Use |
| 304 / 304L | AISI 304 / 304L, EN 1.4301 / 1.4307 | General industrial flooring, indoor drainage, food processing platforms |
| 316 / 316L | AISI 316 / 316L, EN 1.4401 / 1.4404 | Marine, chemical, coastal, chloride-exposed environments |
304 stainless steel offers good corrosion resistance for ordinary indoor and outdoor industrial use. 304L has lower carbon content, which helps reduce sensitization risk around welded zones. 316 stainless steel contains molybdenum and performs better where chlorides, salt spray, chemical cleaning agents, or marine humidity are present. 316L is preferred for welded grating in more demanding environments because low carbon content supports better corrosion performance near welds.
Duplex stainless steel, such as 2205-type material, can be selected for severe chloride environments, higher strength requirements, or projects where thinner sections need to carry stronger loads. Duplex stainless steel is not a direct substitute for 304 or 316L in every case because welding procedure, material availability, cost level, and project standard must be reviewed together.
Raw material supply may come from steel mills, authorized distributors, or long-term stainless steel stock suppliers. For serious stainless steel floor grating production, furnace batch traceability is essential. The heat number links the finished grating back to the stainless steel production batch, chemical composition record, and material certificate. This traceability is especially valuable for petrochemical, marine, food, pharmaceutical, and public infrastructure projects.
Incoming inspection normally includes visual surface review, dimensional measurement, straightness checking, and verification of material documents. For higher-level projects, spectrometer composition analysis can be used to confirm chromium, nickel, molybdenum, manganese, and other alloy elements. Mechanical properties may be verified through tensile testing or supplier mill certificates, depending on contract requirements and inspection level.
Material assurance is not limited to grade names. Stainless steel bars must have stable thickness and width because bearing bar size directly affects load capacity, panel weight, spacing control, and installation fit. Excessive bar camber, edge burrs, surface scratches, lamination, or inconsistent section dimensions can cause welding defects and poor panel flatness.
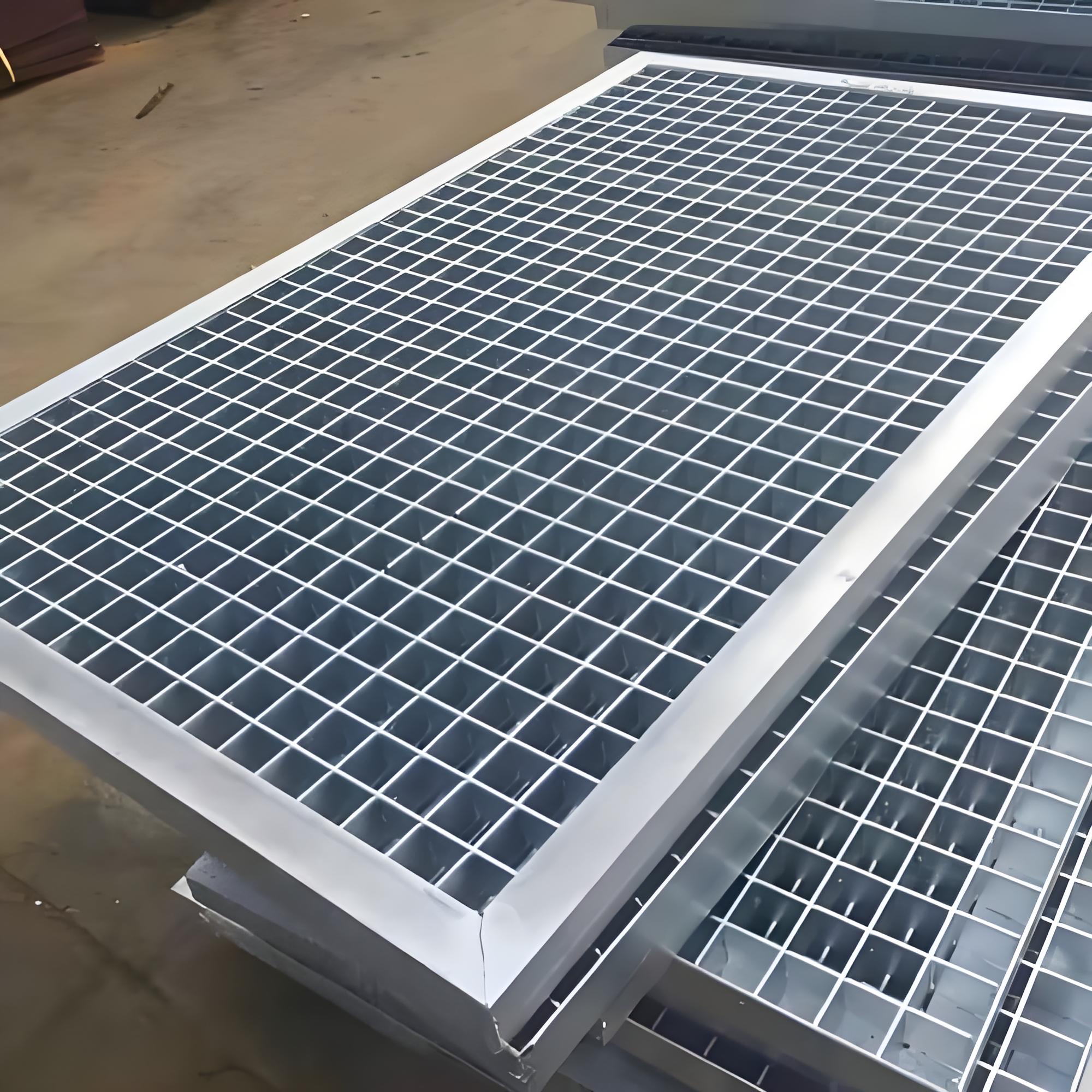
Stainless steel floor grating is produced in multiple structural forms. Classification by top profile includes serrated grating, I-bar grating, T-bar grating, and anti-slip grating. Serrated grating has notched bearing bar edges to improve traction in wet, oily, or outdoor conditions. I-bar grating reduces weight while maintaining useful stiffness. T-bar grating may be used in architectural or special flooring designs. Anti-slip grating can include serrated bars, patterned openings, punched surfaces, or added nosing for stair treads.
Classification by load capacity includes light-duty, heavy-duty, and reinforced heavy-load grating. Light-duty stainless steel grating is suitable for pedestrian floors, drainage covers, maintenance walkways, and equipment access panels. Heavy-duty grating is used for industrial platforms, cart traffic, service areas, and wider spans. Reinforced heavy-load grating may use thicker bearing bars, closer spacing, additional edge reinforcement, support plates, or special welding details for high concentrated loads.
Bearing bar dimensions are usually described by height × thickness. Common stainless flat bar thickness may range from about 3 mm to 10 mm, while bearing bar height may range from about 20 mm to 100 mm or more for heavy-duty designs. Standard spacing systems frequently include 30 mm, 40 mm, or 60 mm bearing bar centers, with cross bar spacing such as 50 mm or 100 mm. Exact ranges depend on material availability, load requirement, manufacturing method, and drawing tolerance.
| Specification Item | Common Range | Engineering Meaning |
| Bearing bar | 20×3 mm to 100×10 mm | Main load-bearing member |
| Grid spacing | 30×50 mm, 30×100 mm, 40×100 mm | Controls open area, weight, drainage, and walking safety |
Standard panels are used where project dimensions can be cut from regular stock sizes. Non-standard cut panels are manufactured for specific trench lengths, platform frames, floor openings, and equipment foundations. Special-shaped pieces include curved panels, fan-shaped panels, chamfered panels, pipe cut-outs, column notches, hinged covers, and removable inspection covers. Stair treads are supplied with nosing, side plates, fixing holes, and anti-slip surfaces according to installation requirements.
Accessories can include installation clips, saddle clips, bolts, nuts, fasteners, toe plates, kick plates, joint plates, end plates, side plates, hinges, lifting handles, and locking devices. Stainless steel accessories should match the grating grade where corrosion resistance is required. Mixing stainless grating with ordinary carbon steel fasteners can create corrosion problems in wet or chloride environments.
The manufacturing route for stainless steel floor grating may include raw material cutting, bearing bar arranging, cross bar positioning, pressure resistance welding, manual welding, slotting, punching, trimming, edge banding, flattening, surface treatment, marking, inspection, and packaging. The process is selected according to grating type and project drawing.
Pressure welding production lines are commonly used for standard grating panels. Automatic pressure resistance welding combines electrical heating and mechanical pressure so the cross bars are firmly joined to the bearing bars. Equipment may be domestic or imported, but the key point is not brand name alone. Stable welding current, uniform pressure, accurate bar feeding, and reliable spacing fixtures determine panel quality.
Cutting equipment may include laser cutting, plasma cutting, waterjet cutting, shearing machines, and saw cutting. Laser cutting provides high precision and clean edges for stainless steel plates, special profiles, and cut-outs. Plasma cutting is efficient for thicker materials but may require edge cleaning. Waterjet cutting avoids thermal influence and is suitable for high-accuracy stainless parts or materials sensitive to heat marks. Mechanical shearing and sawing remain practical for straight flat bar processing and batch cutting.
| Cutting Method | Main Advantage | Typical Use |
| Laser cutting | High precision, clean profile | Custom openings, stainless plate parts, accurate contours |
| Waterjet cutting | No heat-affected edge | Special stainless shapes and precision parts |
Secondary processing equipment may include bending machines, punching machines, drilling machines, TIG welding machines, polishing machines, straightening equipment, and surface cleaning tools. Stair tread side plates, mounting holes, toe boards, drainage frames, and hinged covers all require secondary fabrication beyond basic grating welding.
Key process parameters include welding current, welding pressure, press-in depth, fusion condition, bar spacing, fixture alignment, and cooling control. Press-in depth must be sufficient to create a secure joint without excessive deformation of the bearing bar. Fusion quality must be stable across the whole panel, not only at the first few welding points. Stainless steel has lower thermal conductivity than carbon steel, so heat accumulation and deformation control require special attention.
Manual welding and argon arc welding are used where automatic welding cannot fully address special details. Examples include edge banding, corner reinforcement, hinges, handles, special brackets, pipe openings, and repair welding for non-standard structures. TIG welding is commonly used for stainless steel because it gives cleaner weld control and better appearance when performed correctly. Weld discoloration, oxide scale, and heat tint should be treated according to the surface requirement.
The quality inspection system for stainless steel floor grating follows a staged process: raw material incoming inspection, first-piece inspection, in-process patrol inspection, semi-finished inspection, surface inspection, final dimensional inspection, and finished product release. This sequence prevents defects from moving forward into later stages where correction becomes more expensive.
Incoming inspection checks material grade documents, heat number, surface condition, bar dimensions, straightness, and packaging condition of raw stainless steel. First-piece inspection confirms the first panel or first batch after machine setup, including bearing bar spacing, cross bar spacing, welding condition, panel squareness, and overall size. Patrol inspection checks whether production remains stable during batch manufacturing.
Inspection equipment may include vernier calipers, micrometers, height gauges, angle squares, diagonal measuring tools, flatness gauges, weld inspection tools, tensile testing equipment, universal testing machines, impact testing machines, coordinate measuring equipment, hardness testers, spectrometers, and corrosion evaluation tools where required. Not every order requires every instrument, but high-specification projects should define test requirements before production.
Key inspection items include weld spot shear strength, bearing bar twisting, cross bar position, diagonal tolerance, panel flatness, edge banding quality, surface scratches, burr removal, passivation condition, and drawing compliance. Weld spot shear strength is especially important because stainless steel floor grating must resist vibration, repeated walking loads, impact, and handling during installation.
Bearing bar twisting affects both appearance and load behavior. A twisted bearing bar may create uneven walking surfaces and poor contact with the support frame. Diagonal tolerance confirms whether the panel is square. Flatness affects installation into trenches, platforms, and steel support frames. For removable floor panels, poor flatness can create rocking and noise during use.
Sampling standards and acceptance criteria should be based on contract requirements, drawing tolerances, production standards, and project inspection plans. For standard industrial grating, batch sampling may be acceptable. For custom panels with exact installation positions, full dimensional verification is more practical because one incorrect special-shaped piece can interrupt site installation.
Third-party inspection reports can be arranged when project specifications require independent verification. Traceable quality files may include material certificates, inspection records, production batch numbers, panel marks, dimensional reports, surface treatment records, and packing lists. These records support later maintenance, replacement, or additional production.
Stainless steel floor grating does not rely on paint for corrosion resistance in the same way carbon steel does. Its corrosion resistance comes mainly from the passive chromium oxide film on the surface. Surface treatment is used to remove contamination, improve appearance, enhance cleanliness, and restore corrosion performance after fabrication and welding.
Pickling and passivation are common treatments for welded stainless steel grating. Pickling removes welding oxides, heat tint, embedded iron particles, and surface scale. Passivation promotes formation of a stable passive film. A good passivation result should leave the stainless surface clean, uniform, and free from visible iron contamination. For chemical, marine, food, and pharmaceutical environments, weld-area cleaning is not only aesthetic; it supports long-term corrosion resistance.
Electropolishing can be used where surface brightness, cleanability, and lower roughness are required. It removes a thin layer of metal from the surface electrochemically, reducing micro-roughness and improving the smoothness of exposed stainless steel. In hygienic applications, lower surface roughness helps reduce residue retention. Brightness level and roughness values should be specified when electropolishing is required, such as Ra targets defined by the project.
Sandblasting or shot blasting can create a uniform matte texture. For steel surface preparation, Sa2.5 is a common cleanliness reference, but stainless steel blasting media must be selected carefully to avoid carbon steel contamination. Glass bead blasting or stainless-compatible media is more suitable for stainless surfaces. Ordinary carbon steel shot can embed iron particles and create later rust staining.
Electroplating or hot-dip galvanizing is not a normal treatment for stainless steel floor grating, but it may appear in mixed-material systems or special environmental designs. Hot-dip galvanizing is mainly for carbon steel grating, not stainless steel grating. If stainless steel and galvanized carbon steel components are combined, galvanic interaction and contact environment must be reviewed.
Colored coatings, anti-fingerprint oil, and decorative finishes can be used for architectural grating, public drainage covers, facade walkways, or visible floor systems. Coatings should be selected according to abrasion, UV exposure, cleaning chemicals, and slip resistance. A coating that looks suitable in a showroom may not perform well under industrial foot traffic or chemical washdown.
Different environments require different surface strategies. Food processing areas favor smooth, cleanable, passivated stainless surfaces. Marine areas favor 316L or higher-grade stainless with proper weld treatment. Public outdoor floors may require anti-slip texture and consistent appearance. Chemical plants require grade selection, passivation, and avoidance of surface contamination.
Drawing-based processing is central to stainless steel floor grating manufacturing. CAD drawings can be converted into fabrication layouts showing panel size, bearing bar direction, support span, cut-out position, edge banding, fixing hole location, stair tread side plate layout, and installation marks. For large projects, drawing deepening helps reduce field cutting and improves installation sequence.
Non-standard tooth profiles and special bearing bar sizes may require tooling or mold development. This is relevant for anti-slip designs, architectural grating, drainage grating with special openings, and customized safety flooring. Tooling decisions should consider order quantity, tolerance requirement, surface finish, and repeatability. For one-off special panels, manual fabrication may be more practical than opening new tooling.
Structural load calculation support includes review of clear span, support width, uniform load, concentrated load, pedestrian traffic, cart traffic, equipment maintenance loads, and deflection limits. Stainless steel grade affects corrosion resistance, while bearing bar section and spacing control load capacity. A grating panel should not be selected by grade name alone.
Modular, removable, and bolt-fixed grating systems can be designed for maintenance access. Removable panels require accurate fit, suitable lifting gaps, secure fixing clips, and manageable panel weight. Explosion-resistant or anti-spark requirements require special review because stainless steel is not automatically suitable for every explosive environment. Material, fixing method, impact risk, and project standard should be checked together.
Coordination with civil construction and steel structures includes embedded frame dimensions, support beam spacing, trench width, frame levelness, anchor position, and drainage direction. Floor grating must fit the supporting structure. If the site frame is out of square, the grating may require adjusted panel sizes or tolerance allowances. For trench covers, clear opening size, bearing seat width, and removable direction are especially important.
Standard packaging for stainless steel floor grating may include steel strap bundling, wooden pallets, wooden cases, iron frames, plastic wrapping, protective film, corner guards, and panel separation materials. The packaging method is selected according to panel weight, surface finish, transport distance, container loading method, and unloading equipment at the destination.
Moisture and contamination control are important for stainless steel. VCI anti-rust film, dry packaging materials, desiccants, and waterproof wrapping may be used where long-distance sea transport or humid storage is expected. Stainless steel should also be protected from carbon steel dust, grinding particles, salt contamination, and aggressive chemical residues during packing and storage.
Container loading optimization considers panel size, bundle weight, forklift access, unloading sequence, and mixed loading of standard panels and loose accessories. Standard rectangular panels can be stacked efficiently. Special-shaped pieces require marking and separation to prevent loss or damage. Accessories such as clips, bolts, toe plates, and joint plates should be packed and labeled clearly.
Shipping documents may include packing list, commercial invoice, material certificate, certificate of conformity, inspection record, product marking list, and certificate of origin where required. Export documentation should correspond exactly to the delivered goods, including grade, quantity, net weight, gross weight, package number, and panel marks.
Lead time is managed through material availability, production queue, surface treatment cycle, inspection workload, and packing schedule. Urgent replenishment orders are handled more efficiently when the original production drawings, material grade, bar spacing, panel marks, and surface treatment records are retained. For stainless steel grating, reproducing the same appearance and dimensional details matters as much as producing the same nominal size.
In petrochemical platform projects, stainless steel floor grating is used for operating platforms, pipe rack walkways, valve access zones, drainage floors, and stair treads. A typical project may involve 316L serrated grating with passivated weld areas for chemical vapor exposure and wet operating conditions. The key requirements are corrosion resistance, anti-slip walking surface, load capacity, and secure fixing under vibration.
In power plant applications, stainless steel grating may be installed around cooling systems, pump rooms, maintenance platforms, and ventilation floors. A typical solution uses flat or serrated bearing bars with reinforced edges for equipment maintenance traffic. Heat, moisture, and cleaning conditions determine whether 304 or 316L is suitable.
In water treatment plants, stainless steel drainage grating is used for channels, inspection walkways, sludge treatment areas, and pump station covers. The environment may contain humidity, chemical dosing agents, and biological corrosion factors. A typical project may require 316L grating with removable panel design, marked sections, and anti-slip top surfaces.
In shipbuilding and marine engineering, stainless steel floor grating can be used on service decks, engine room access areas, offshore platforms, and coastal maintenance structures. High salt fog and chloride exposure require careful grade selection, weld cleaning, and surface passivation. Fixing clips and fasteners should be corrosion-compatible with the grating body.
In food and pharmaceutical facilities, stainless steel floor grating supports washdown drainage, cleanable flooring, equipment access, and hygienic maintenance routes. A typical project may use 304L or 316L grating with smooth edges, controlled weld finish, and removable sections for cleaning. Surface roughness and residue retention are more important than decorative brightness alone.
In architectural curtain wall and facade systems, stainless steel grating may be used for maintenance walkways, sunshade platforms, decorative ventilation panels, or external service floors. Appearance, dimensional consistency, and surface finish become more visible. Press-locked or polished stainless grating may be selected where the grid pattern is part of the architectural expression.
In transportation infrastructure, stainless steel floor grating is used for station drainage, bridge maintenance walkways, tunnel service areas, pedestrian covers, and ventilation openings. Requirements may include anti-slip surface, public safety opening size, corrosion resistance to deicing salts, and long-term dimensional stability under repeated foot traffic.
The warranty period and warranty scope for stainless steel floor grating should be defined in the contract. Warranty coverage normally relates to manufacturing defects, material mismatch, welding defects, serious dimensional nonconformity, and surface condition at delivery. Corrosion caused by wrong grade selection, abnormal chemical exposure, improper installation, or poor maintenance must be evaluated according to the actual service environment.
Arrival inspection guidance includes checking package condition, panel marks, quantity, dimensions, surface finish, accessories, and visible transport damage. Panels should be stored on level supports in a dry and ventilated location. Stainless steel grating should not be placed directly where carbon steel grinding dust, acid mist, salt deposits, or construction debris can contaminate the surface.
Installation guidance includes confirming bearing bar direction, support span, frame levelness, fixing clip position, expansion allowance, removable panel sequence, and stair tread orientation. Bearing bars must span between supports. Installing a panel in the wrong direction can reduce load capacity sharply even when the panel size appears correct.
Product quality issue response should follow a clear process: issue description, photo and video evidence, package and panel mark confirmation, drawing comparison, batch record review, cause analysis, corrective action, and agreed remedy. Remedies may include replacement, repair guidance, accessory replenishment, rework, or commercial compensation according to the confirmed responsibility and contract terms.
Maintenance manuals for stainless steel floor grating should cover cleaning frequency, recommended cleaning agents, chloride control, avoidance of carbon steel contamination, inspection of welds and fasteners, and safe removal of panels for maintenance. Stainless steel performs well when the passive surface is kept clean. Long-term deposits of salt, chemicals, grease, or iron dust can reduce corrosion performance.
Regular follow-up is useful for projects with severe conditions such as marine salt fog, acid and alkali corrosion, high temperature, heavy loads, or frequent washdown. Feedback from installed projects helps refine grade selection, surface treatment, edge design, fixing method, and packaging for future orders. For a stainless steel floor grating factory, after-sales service is not separate from manufacturing quality; it closes the loop between design, production, installation, and long-term use.
What stainless steel grade is most suitable for floor grating?
304 is suitable for general industrial and indoor applications. 316L is preferred for marine, chemical, coastal, wastewater, and chloride-exposed environments. Duplex stainless steel can be considered for severe corrosion or higher strength requirements.
Can stainless steel floor grating be manufactured from drawings?
Yes. Drawing-based production can include special dimensions, cut-outs, stair treads, toe plates, fixing holes, removable panels, anti-slip surfaces, and project marking systems.
What inspection items are critical for stainless steel floor grating?
Critical items include material grade verification, weld spot strength, bearing bar spacing, diagonal tolerance, flatness, surface condition, edge banding quality, and compliance with project drawings.
