
Serrated gratings and ordinary steel gratings have a similar open-grid structure, but their surface design gives them different performance characteristics. Serrated grating uses notched or tooth-shaped bearing bars to improve traction, while ordinary steel grating uses smooth, flat bearing bars. Serrated grating is generally more suitable for wet, oily, icy, muddy, or outdoor environments, whereas ordinary grating is often preferred for dry platforms, indoor walkways, equipment floors, and projects where walking comfort, cleaning convenience, and lower manufacturing cost are more important. The correct choice should be based on operating conditions, load requirements, support span, material, surface treatment, maintenance conditions, and the type of traffic using the grating.
Serrated grating and ordinary steel grating are both manufactured from parallel load-bearing bars connected by cross bars. The bearing bars carry loads between supporting beams, while the cross bars maintain spacing, provide lateral stability, and help distribute localized forces.
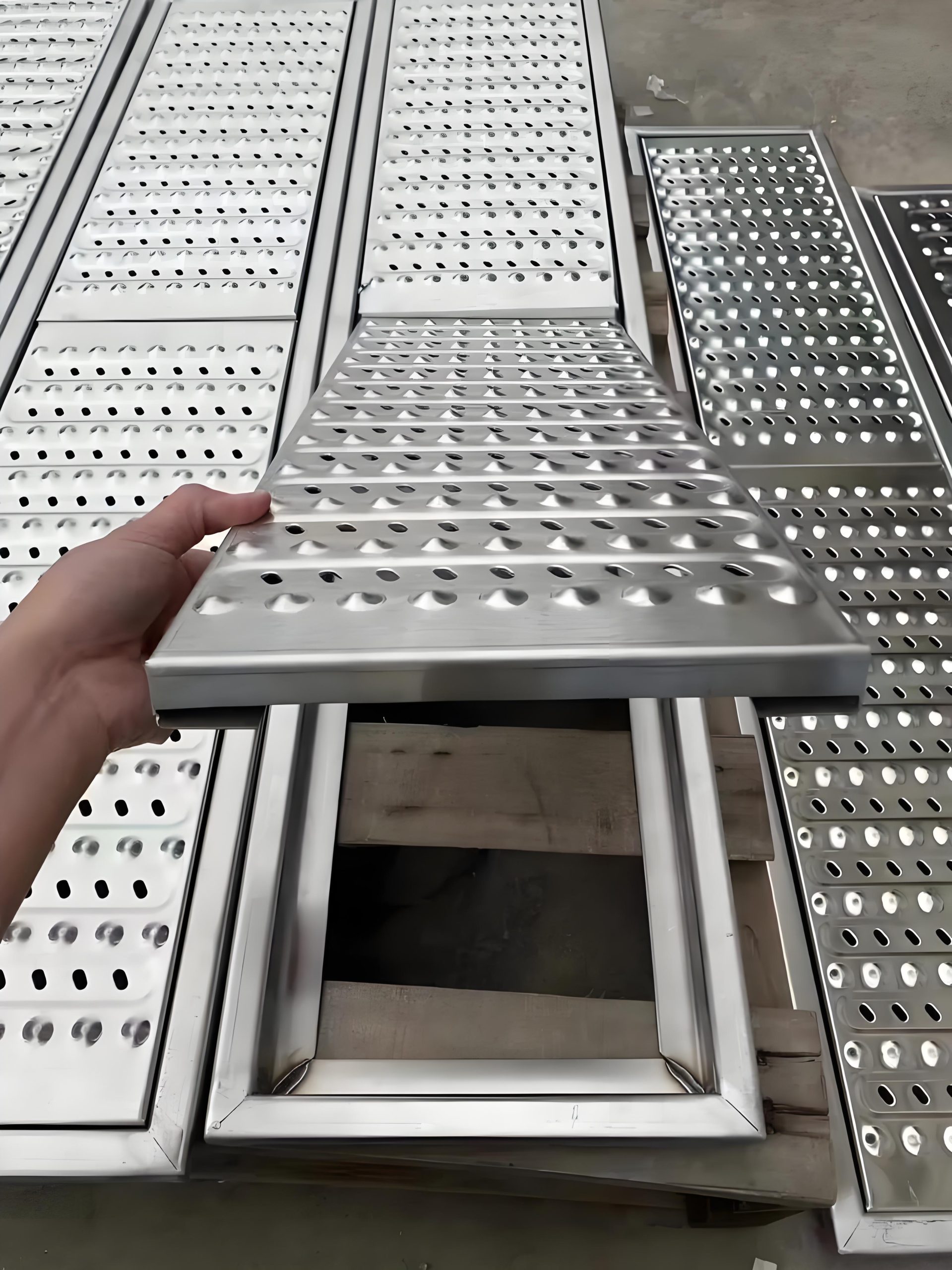
The basic structural arrangement can be identical for both products. They may use the same bearing bar dimensions, bar spacing, cross bar spacing, steel grade, panel size, manufacturing method, and surface treatment. The main difference is found at the upper edge of the bearing bars.
Ordinary steel grating, which is also called plain grating or smooth steel grating, has a flat walking surface. Serrated steel grating has repeated notches, teeth, or raised edges formed along the top of the bearing bars. These teeth increase the number of contact edges between the grating and footwear, which can improve slip resistance when the surface is contaminated by water, oil, grease, dust, mud, snow, or industrial residue.
| Comparison Item | Serrated Grating | Ordinary Steel Grating |
|---|---|---|
| Surface design | Notched, toothed, or serrated bearing bar edges | Smooth and flat bearing bar edges |
| Main advantage | Improved slip resistance | Comfortable walking surface and easier cleaning |
| Typical environment | Wet, oily, muddy, icy, or outdoor areas | Dry, clean, indoor, or controlled areas |
| Load capacity | Controlled mainly by bar size, span, spacing, and material | Controlled mainly by bar size, span, spacing, and material |
| Cleaning | May require more attention around the serrations | Usually easier to brush, sweep, or wash |
| Walking comfort | More aggressive underfoot | Smoother for frequent pedestrian movement |
| Manufacturing cost | Usually slightly higher | Generally lower for the same specification |
| Common applications | Industrial platforms, offshore walkways, wastewater plants, refineries | Mezzanines, dry platforms, ventilation floors, machine access areas |
Neither product is automatically better in every project. Serrated grating provides a safety advantage where surface contamination is expected, but ordinary grating can be the more practical choice where the environment remains dry and routine cleaning is important.
The main difference is the upper surface of the bearing bars. Serrated grating has teeth or notches that increase surface engagement with footwear. Ordinary steel grating has smooth bearing bar edges that provide a flatter and more comfortable walking surface.
This difference mainly affects slip resistance, walking comfort, cleaning requirements, fabrication cost, and application suitability. It does not mean that serrated grating automatically has a higher load-bearing capacity.
For example, two panels may both use 30 mm × 5 mm bearing bars, the same steel grade, the same bearing bar spacing, the same cross bar spacing, and the same unsupported span. If one panel is serrated and the other is plain, their structural capacities will normally be similar when evaluated under the same design conditions. The serrated panel provides additional grip, but the teeth themselves do not replace proper structural design.
The bearing bar direction, support arrangement, panel size, edge banding, fastening method, concentrated load position, and allowable deflection must still be checked regardless of the surface type.

Ordinary grating uses bearing bars with smooth upper edges. These bars may be flat bars, I-shaped bars, or other manufacturer-specific profiles. Flat bearing bars are the most common because they are easy to produce, weld, press-lock, cut, band, galvanize, and install.
A smooth upper edge creates a relatively uniform walking surface. This is useful in dry industrial plants, indoor mezzanines, maintenance platforms, ventilation floors, equipment access areas, and locations where personnel walk frequently.
Ordinary grating also works well under small carts or maintenance trolleys when the opening size is appropriate. The absence of serrations reduces vibration and rolling resistance compared with a more aggressive toothed surface.
Serrated grating is produced by forming repeated teeth or notches into the upper edge of the bearing bars. The serration pattern can vary in depth, width, shape, and spacing. Some serrations are relatively shallow and suitable for general industrial walkways, while others are deeper and designed for severe wet or oily conditions.
The serrated edge creates multiple contact points. When a shoe sole presses against the bearing bars, the teeth can engage with the sole more effectively than a flat edge. This is the main reason serrated steel grating is frequently specified for exterior platforms, process plants, marine structures, oil facilities, and washdown areas.
The serration profile should be controlled during production. Irregular teeth, excessive deformation, damaged bearing bars, or inconsistent serration depth can affect appearance, walking quality, coating coverage, and dimensional accuracy.
| Bearing Bar Feature | Effect on Performance |
|---|---|
| Bearing bar depth | Strongly influences bending strength and load capacity |
| Bearing bar thickness | Affects strength, stiffness, welding area, and durability |
| Serration depth | Influences traction, comfort, cleaning, and coating accessibility |
| Serration spacing | Controls the number of gripping edges along the walking surface |
| Bearing bar spacing | Affects load distribution, drainage, object passage, and walking feel |
| Cross bar spacing | Maintains bearing bar position and affects panel stability |
| Edge banding | Protects panel edges and supports installation accuracy |
The bearing bars must span between the structural supports. This requirement is the same for serrated and ordinary grating. If a panel is installed with the cross bars spanning between supports instead of the bearing bars, the grating may not carry the intended load.
Drawings should clearly indicate the bearing bar direction. For irregularly shaped panels, removable covers, stair landings, circular platforms, and trench covers, the bearing direction should be marked before fabrication and confirmed during installation.
Slip resistance is the most important performance difference between serrated grating and ordinary steel grating. Both products have open spaces that allow liquids and loose materials to fall through, but the upper surfaces still remain in contact with footwear.
Rainwater, cleaning water, condensation, and process liquids can create a thin film on smooth bearing bars. This film reduces friction, especially when workers wear footwear with worn or contaminated soles.
Serrated bearing bars interrupt the smooth water film and provide additional edges for footwear engagement. For this reason, serrated grating is often selected for outdoor platforms, cooling towers, water treatment facilities, drainage areas, marine access routes, and frequently washed production zones.
Ordinary grating may still be suitable in wet locations when the walkway is lightly used, the slope is controlled, the drainage is effective, and other safety measures are provided. However, the risk assessment should be based on actual operating conditions rather than the appearance of the grating alone.
Oil and grease are more difficult than clean water because they remain on the surface and reduce friction for longer periods. Refineries, petrochemical plants, machining facilities, engine rooms, power plants, maintenance workshops, and food processing areas may all experience oily contamination.
Serrated steel grating is normally the safer choice in these environments. The teeth provide more localized pressure and can engage with footwear even when part of the bar surface is covered by oil.
However, serrated grating should not be described as completely slip-proof. Heavy oil buildup can fill the serrations and reduce their effectiveness. Regular cleaning, spill control, drainage, suitable footwear, handrails, and safe operating procedures are still necessary.
In cold climates, outdoor platforms may be exposed to frost, freezing rain, snow, or thin ice. Serrated grating can provide better traction than ordinary grating when the frozen layer is light because the teeth may break through or engage with the ice surface.
When thick ice or compacted snow covers the grating, both surface types can become hazardous. Snow removal, de-icing, access restrictions, warning signs, handrails, and winter footwear should be part of the safety plan.
Mining, quarrying, cement production, agriculture, bulk material handling, and construction sites often generate mud, dust, sand, and loose particles. The open-grid design allows part of this material to fall through, reducing surface accumulation compared with solid flooring.
Serrated grating generally maintains better traction when a thin layer of mud or dust remains on the bearing bars. The teeth continue to provide edges that engage with footwear. In contrast, smooth bearing bars can become slippery when fine material forms a compacted layer.
Sticky mud may become trapped between the serrations, so cleaning access and washdown procedures should also be considered.
| Operating Condition | Recommended Surface | Selection Reason |
|---|---|---|
| Dry indoor platform | Ordinary grating | Good comfort, simple cleaning, and lower cost |
| Outdoor rain exposure | Serrated grating | Better grip on wet bearing bars |
| Oil or lubricant exposure | Serrated grating | Additional contact edges improve traction |
| Frequent washdown area | Serrated grating | Safer during and after washing |
| Snow or light ice | Serrated grating | More surface engagement than smooth bars |
| Clean indoor equipment floor | Ordinary grating | Comfortable and easy to maintain |
| Muddy industrial walkway | Serrated grating | Better traction when residue remains |
Serrated grating should not be selected as a substitute for a structural calculation. The teeth improve traction, but the structural capacity is determined mainly by the bearing bars and support conditions.
Bearing bar depth has a major influence on bending resistance. A deeper bar generally carries a greater load over the same span. Bearing bar thickness also affects strength, stiffness, durability, and weld area.
Common bearing bar sizes include 25 mm × 3 mm, 25 mm × 5 mm, 30 mm × 3 mm, 30 mm × 5 mm, 32 mm × 5 mm, 40 mm × 3 mm, 40 mm × 5 mm, 50 mm × 5 mm, and heavier custom sections. The appropriate size depends on the clear span and design load.
The unsupported span is the distance between structural supports beneath the bearing bars. A small increase in span can significantly increase bending stress and deflection. This means a grating specification that works over a short span may be inadequate over a longer opening.
Panel length and unsupported span are not always the same. A panel may be longer than the clear support distance because part of the grating rests on supporting steel at each end.
Uniform load is distributed across a wider area, while concentrated load acts over a smaller contact zone. Pedestrian traffic, stored materials, maintenance equipment, trolley wheels, machinery feet, and vehicle tires create different loading patterns.
A grating panel may perform adequately under a uniform pedestrian load but require deeper or thicker bearing bars for a concentrated wheel load. Buyers should provide the load type, load value, contact area, span, and deflection requirement when requesting a structural recommendation.
Serrations remove or deform a small portion of material at the top edge of the bearing bar. Depending on the manufacturing method and serration profile, this may slightly change the effective cross-section. In properly designed standard serrated grating, the effect is already considered in the manufacturer’s load data or engineering evaluation.
For critical platforms, heavy-duty trench covers, vehicle crossings, and long spans, the project should use load tables or calculations specifically applicable to the selected serrated profile. A load table for plain grating should not automatically be assumed to cover every serrated version.
| Structural Factor | Relative Importance | Explanation |
|---|---|---|
| Bearing bar depth | Very high | Directly affects bending resistance |
| Bearing bar thickness | High | Affects strength, stiffness, and durability |
| Unsupported span | Very high | Longer spans increase stress and deflection |
| Material grade | High | Determines yield strength and corrosion behavior |
| Bearing bar spacing | High | Controls the number of load-carrying bars per panel width |
| Manufacturing method | Medium to high | Affects bar connection and panel stability |
| Serrated or plain surface | Low for strength, high for traction | Mainly affects slip resistance rather than basic capacity |
Safety involves more than slip resistance. Walking comfort, heel support, opening size, surface consistency, panel movement, edge condition, and fastening quality also affect pedestrian use.
Ordinary grating generally feels smoother underfoot. It is often more comfortable for workers who stand or walk on the platform for long periods, especially in dry indoor environments.
Serrated grating feels more aggressive because the footwear contacts multiple raised edges. This may be acceptable in heavy industrial areas where traction is more important than comfort. In areas with frequent pedestrian movement, a moderate serration profile may offer a better balance than a very deep tooth pattern.
Industrial safety boots usually work well on both grating types. Footwear with softer soles may engage more effectively with serrations, while hard or worn soles may provide less grip.
Areas used by visitors, office personnel, or workers wearing narrow-heeled shoes require special attention. Close-mesh grating or another flooring system may be necessary because standard industrial openings can allow heels, tools, or small objects to pass through.
A grating panel that moves, rocks, lifts, or shifts can create a hazard even if it has a serrated surface. Panels should have adequate support, correct bearing bar orientation, proper edge clearance, and suitable fasteners.
Clips, saddle clips, bolted fixings, welded attachments, countersunk fasteners, or custom fixing systems may be used depending on whether the grating must be removable.
Uneven panel joints, protruding fasteners, distorted edge bars, incorrect support elevations, and excessive gaps can create trip hazards. These issues are related to fabrication and installation quality rather than whether the surface is serrated or plain.
Serrated and ordinary steel gratings usually provide similar drainage and ventilation performance when they use the same bearing bar spacing and cross bar spacing. The surface serrations do not significantly change the open area of most standard grating panels.
The openings allow rainwater, wash water, process liquid, and small debris to pass through. This reduces standing water compared with solid plate flooring. Effective drainage also depends on the size of the openings, the direction of water flow, the slope of the surrounding structure, and whether material accumulates beneath the grating.
Open grating allows air to move between levels. This is useful in equipment platforms, cooling structures, mechanical rooms, power plants, and facilities where heat or vapor must escape.
Steel grating allows natural or artificial light to pass through multiple levels. This can improve visibility and reduce the dark areas commonly found beneath solid platforms.
The open-grid structure allows dust, small particles, and loose material to fall through. The actual passage size depends on the clear opening between bars. Narrow openings improve pedestrian support and prevent larger objects from falling, but they also reduce the ability of debris to pass through.
Serrated grating may retain slightly more fibrous material, sticky residue, or compacted dirt around its teeth. Ordinary grating is generally easier to clear when the process produces fibers, food residue, or material that catches on irregular surfaces.
Both serrated and ordinary gratings can be produced from several materials. The correct material depends on corrosion exposure, load, temperature, hygiene requirements, expected service life, and budget.
Carbon steel is the most common material for industrial grating. It offers good strength, broad size availability, efficient fabrication, and relatively low material cost.
Uncoated carbon steel may be used indoors in dry conditions, but it is vulnerable to corrosion when exposed to moisture or chemicals. Painting, powder coating, or hot-dip galvanizing may be applied for protection.
Hot-dip galvanized grating is widely used for exterior platforms, walkways, stairs, drainage systems, factories, power facilities, and municipal projects. The zinc coating protects the steel from atmospheric corrosion.
Both serrated and ordinary grating can be galvanized after fabrication. Galvanizing after welding, cutting, punching, and banding allows the coating to cover the finished panel, including welded joints and exposed edges.
Stainless steel grating is used in food processing, chemical plants, water treatment, pharmaceutical facilities, marine environments, kitchens, and hygienic production areas.
304 stainless steel is common for general corrosion resistance. 316 or 316L stainless steel may be selected where chloride exposure or more aggressive chemicals are present. The final grade should be chosen according to the actual chemical environment rather than by appearance alone.
Serrated stainless steel grating offers corrosion resistance and improved traction, but the notched surface may require more detailed cleaning in hygienic applications. Ordinary stainless steel grating is often preferred where sanitation and surface accessibility are the main priorities.
Aluminum grating is lightweight and naturally corrosion resistant in many atmospheric environments. It is useful where reducing structural dead load is important.
Aluminum is softer and has a lower elastic modulus than steel, so bar size and span must be selected carefully. Serrated aluminum grating can provide useful slip resistance, but the serration profile should be protected from impact damage.
| Material | Main Advantage | Typical Use |
|---|---|---|
| Uncoated carbon steel | Low initial cost and good strength | Dry indoor platforms and temporary structures |
| Painted carbon steel | Basic corrosion protection and color identification | Indoor industrial areas and equipment platforms |
| Hot-dip galvanized steel | Durable atmospheric corrosion protection | Outdoor walkways, stairs, platforms, and drainage covers |
| 304 stainless steel | Good general corrosion resistance | Food plants, clean areas, and light chemical exposure |
| 316 or 316L stainless steel | Improved resistance to chloride environments | Marine, chemical, and wastewater applications |
| Aluminum | Low weight and natural corrosion resistance | Marine access, lightweight platforms, and roof areas |
The surface type and manufacturing method are separate specifications. Serrated and ordinary grating can both be produced using welded, press-locked, or swage-locked construction.
Welded grating is manufactured by joining cross bars to bearing bars under pressure and heat. This creates a rigid panel with strong bar connections.
Welded grating is widely used in industrial platforms, walkways, stair treads, trench covers, power plants, refineries, and general structural applications. Both smooth and serrated bearing bars can be used.
Serrated welded grating is often selected for demanding industrial environments because it combines a rigid welded structure with a slip-resistant walking surface.
Press-locked grating is made by pressing cross bars into pre-punched or slotted bearing bars. It has a clean, regular appearance and can be manufactured with different spacing arrangements.
This type is used for walkways, platforms, architectural screens, ventilation covers, fences, sunshades, and flooring. Serrated press-locked grating is available when additional traction is required.
Swage-locked grating is commonly produced using hollow cross bars inserted through bearing bars and mechanically deformed to lock the assembly together. It is frequently associated with aluminum and stainless steel grating systems.
This method provides a strong mechanical connection without conventional welded cross bars. Both plain and serrated walking surfaces may be available depending on the bar profile.
| Manufacturing Method | Main Characteristic | Common Applications |
|---|---|---|
| Welded grating | Rigid construction with welded bar intersections | Industrial floors, platforms, walkways, and stair treads |
| Press-locked grating | Cross bars mechanically pressed into bearing bars | Architectural flooring, screens, ventilation, and walkways |
| Swage-locked grating | Cross bars mechanically locked through bearing bars | Aluminum and stainless steel platforms and access systems |
When serrated and ordinary carbon steel gratings use the same steel grade and receive the same hot-dip galvanizing process, their overall atmospheric corrosion resistance is generally similar.
The main difference is surface geometry. Serrated bars have more edges, recesses, and corners. These areas must be properly cleaned and coated during galvanizing. Good pretreatment and drainage are important to avoid uncoated areas, excessive zinc buildup, sharp projections, or trapped residue.
Steel grating is normally fabricated before galvanizing. Cutting, welding, punching, banding, toe plate attachment, and other operations are completed first. The finished panel is then cleaned, pickled, fluxed, immersed in molten zinc, drained, cooled, and inspected.
This sequence helps coat the welds, cut edges, and fabricated details. If galvanized material is cut or welded after coating, the damaged areas may require repair using an approved zinc-rich method.
Inspection should cover coating continuity, adhesion, appearance, drainage, distortion, and sharp zinc residues. Serrated surfaces require careful visual checking because the teeth can retain zinc or create rough projections if the drainage angle is poor.
Hot-dip galvanizing is suitable for many outdoor and industrial environments, but zinc can be attacked by strong acids, strong alkalis, and certain chemical conditions. Stainless steel or another material may be more appropriate in aggressive process environments.
The choice between serrated and ordinary surfaces should therefore be made separately from the choice of corrosion-resistant material or coating.
Both grating types require inspection and maintenance. Their open-grid construction reduces standing water and surface debris, but it does not eliminate contamination or corrosion.
Ordinary grating is generally easier to sweep, brush, pressure-wash, and inspect. The smooth bearing bar edges do not trap as much grease, fiber, or sticky residue.
This makes ordinary stainless steel grating useful in clean production areas, food facilities, and locations where sanitation procedures are frequent.
Serrated grating may require more cleaning effort because dirt can collect around the notches. Oil, grease, paint, fibers, mud, food residue, and hardened process deposits can fill the serrations and reduce their slip-resistant effect.
Cleaning methods may include brushing, pressure washing, steam cleaning, detergent washing, vacuum cleaning, or approved chemical cleaning depending on the material and contamination.
Loose clips and damaged fasteners can allow panels to move. Fasteners should be checked periodically, especially in areas exposed to vibration, vehicle traffic, repeated removal, thermal cycling, or high winds.
Inspection should focus on cut edges, welded attachments, support contact points, trapped moisture areas, damaged galvanized surfaces, and locations exposed to chemicals.
Serrated teeth may be more vulnerable to local mechanical damage because they form exposed edges. However, a properly galvanized or stainless serrated panel can still provide a long service life when correctly selected and maintained.
The service life of both grating types depends more on material selection, coating quality, chemical exposure, drainage, load control, installation, and maintenance than on the presence of serrations.
| Maintenance Item | Serrated Grating | Ordinary Grating |
|---|---|---|
| Sweeping | May require a stiff brush | Usually easier |
| Pressure washing | Effective for clearing teeth and openings | Effective and generally straightforward |
| Grease removal | Requires attention around serrations | Smoother surface is easier to clean |
| Visual inspection | Check tooth damage and trapped residue | Check wear, coating damage, and deformation |
| Fastener maintenance | Same basic requirements | Same basic requirements |
| Expected service life | Depends mainly on material and environment | Depends mainly on material and environment |
For the same material, bearing bar size, spacing, panel dimensions, manufacturing method, and surface treatment, serrated grating is usually priced slightly higher than ordinary steel grating.
The higher price is related to additional bearing bar processing, tooling, production control, lower processing speed in some cases, and more detailed handling during galvanizing and finishing. The difference is normally not caused by a major increase in material weight.
Steel weight is one of the largest price factors. A deeper, thicker, or more closely spaced bearing bar increases the amount of metal per square meter. Stainless steel is more expensive than carbon steel, while aluminum pricing follows a different raw material market.
If serrated and ordinary panels use the same bar dimensions and spacing, their theoretical weights are usually close. The price difference mainly comes from processing rather than a significant difference in steel consumption.
Serrated bearing bars require an additional forming or cutting process before panel assembly. Tool condition, tooth consistency, bar thickness, production volume, and serration pattern influence the manufacturing cost.
Standard serration patterns are generally more economical than custom tooth shapes. Small orders with special serrations may have a higher unit cost because of setup time and material preparation.
Standard panel sizes are usually more economical than many irregular pieces. Curved edges, angled cuts, openings, removable sections, notches, and complex shapes increase fabrication time and material loss.
Edge banding, load bands, kick plates, nosing, handles, hinges, locks, frames, and welded supports add cost to both serrated and ordinary grating.
Hot-dip galvanizing, painting, pickling, passivation, polishing, and other finishes affect the final factory price. Galvanizing cost may be calculated by weight, surface area, batch, or minimum processing charge.
Large orders allow better material utilization and production scheduling. Small orders may have higher costs per square meter because setup, drawing review, packing, and handling are divided across fewer panels.
| Price Factor | Effect on Serrated Grating | Effect on Ordinary Grating |
|---|---|---|
| Raw material grade | Major price influence | Major price influence |
| Bearing bar size | Larger bars increase weight and cost | Larger bars increase weight and cost |
| Bar spacing | Closer spacing increases material usage | Closer spacing increases material usage |
| Serration processing | Adds production cost | Not required |
| Custom cutting | Increases labor and material loss | Increases labor and material loss |
| Hot-dip galvanizing | Adds coating and handling cost | Adds coating and handling cost |
| Order quantity | Higher volume may reduce unit cost | Higher volume may reduce unit cost |
Ordinary grating usually has the lower initial purchase price. Serrated grating may provide better value in hazardous environments because improved traction can reduce operational risk. The final selection should compare life-cycle suitability rather than only the lowest factory price.
Refineries, drilling platforms, storage terminals, compressor stations, and process plants may expose walkways to oil, grease, water, and hydrocarbons. Serrated galvanized steel or serrated stainless steel grating is frequently selected for these areas.
Chemical processing platforms may experience spills, condensation, and washdown. Serrated grating can improve traction, while the material grade must be selected according to chemical corrosion conditions.
Water treatment and sewage facilities contain wet walkways, tanks, channels, pumps, screens, and frequent cleaning areas. Serrated grating is often used around these systems because moisture is present during normal operation.
Marine facilities are exposed to rain, spray, salt, and condensation. Serrated grating improves traction, while galvanized steel, stainless steel, or aluminum may be selected depending on corrosion requirements.
Mud, dust, water, and crushed material can accumulate on mining platforms. Serrated grating provides better footing around crushers, conveyors, screens, transfer points, and maintenance areas.
Power generation facilities use grating around boilers, turbines, piping, cooling systems, and maintenance platforms. Serrated grating is useful in exterior or process areas where oil, water, or dust may be present.
Production areas may be exposed to water, oil, fat, and cleaning agents. Serrated stainless steel grating can improve traction, but the tooth profile and cleaning method must be compatible with hygiene requirements.
Serrated stair treads are widely used in exterior industrial stairs. A slip-resistant nosing may also be added to improve visibility and traction at the front edge.
Feed plants, grain handling systems, livestock facilities, and agricultural processing areas may experience dust, mud, and moisture. Serrated grating can provide better footing under these conditions.
Ordinary grating is often sufficient for indoor mezzanines that remain dry and clean. It provides a smoother walking surface and normally costs less than serrated grating.
Machine access areas with limited traffic and no expected liquid contamination can use ordinary grating. The open area still provides ventilation, drainage, and visibility.
Ordinary grating is suitable where airflow is the main requirement. Smooth bearing bars are easier to clean and are less likely to collect fibers or dust around the surface profile.
When grating is installed vertically as a screen, sunshade, fence, or facade element, slip resistance is not relevant. Ordinary press-locked grating is often preferred for its clean appearance.
Clean processing spaces may favor ordinary stainless steel grating because the flat bearing bar edges are easier to inspect and sanitize.
Ordinary grating can provide smoother movement for maintenance carts, tool trolleys, and other small wheeled equipment. The opening size, wheel width, concentrated load, and bar spacing must still be checked.
Where the environment is dry and the safety assessment does not require enhanced traction, ordinary galvanized steel grating can provide reliable performance at a lower manufacturing cost.
The best grating surface should be selected after reviewing the operating environment and structural requirements. A simple choice based only on price or appearance can lead to excessive cost, poor walking comfort, difficult cleaning, or inadequate safety.
Serrated grating is generally the better option when the surface may be exposed to rain, wash water, oil, grease, mud, snow, ice, dust, or process residue. It is also appropriate where the project specification requires an enhanced slip-resistant walking surface.
Ordinary steel grating is usually suitable for dry indoor areas, clean platforms, ventilation floors, architectural screens, and locations where walking comfort and easy cleaning are more important than additional traction.

The inquiry or purchase specification should include the material, bearing bar size, bearing bar spacing, cross bar spacing, panel dimensions, unsupported span, load type, surface design, manufacturing method, edge treatment, coating, fastening method, and quantity.
| Selection Question | If the Answer Is Yes | Likely Choice |
|---|---|---|
| Will the surface frequently become wet? | Additional grip is needed | Serrated grating |
| Is oil or grease expected? | Smooth bars may become slippery | Serrated grating |
| Is the walkway indoors and consistently dry? | Enhanced serration may not be necessary | Ordinary grating |
| Will workers stand or walk there for long periods? | Walking comfort becomes more important | Ordinary or mild-serration grating |
| Is frequent hygienic cleaning required? | Smooth surfaces are easier to inspect | Ordinary stainless steel grating |
| Is the project exposed to snow or light ice? | More gripping edges are useful | Serrated grating |
| Is the grating used as a vertical screen? | Slip resistance has no practical benefit | Ordinary grating |
A clear specification allows the manufacturer to calculate weight, select production equipment, review load requirements, estimate galvanizing cost, and prepare accurate panel drawings.
Product type: Welded, press-locked, swage-locked, stair tread, trench cover, or custom panel.
Surface: Serrated or ordinary.
Material: Carbon steel, galvanized steel, stainless steel, or aluminum.
Bearing bar size: Width and thickness of the main load-carrying bars.
Bearing bar spacing: Center-to-center distance between bearing bars.
Cross bar spacing: Center-to-center distance between cross bars.
Panel dimensions: Length, width, quantity, and bearing bar direction.
Support span: Clear distance between supports.
Design load: Pedestrian, uniform, concentrated, wheel, or vehicle load.
Surface treatment: Untreated, painted, hot-dip galvanized, pickled, passivated, or polished.
Additional fabrication: Banding, toe plates, cutouts, handles, hinges, locks, frames, nosing, and fixing clips.
Drawing requirements: Panel marks, layout drawings, installation details, and tolerances.
Quality inspection should cover raw materials, bar dimensions, spacing, welding or locking quality, panel flatness, cutting accuracy, edge banding, coating, and packaging.
The material grade should match the purchase order. When required, material certificates can be reviewed for chemical composition, mechanical properties, heat number, and product identification.
Inspectors should check panel length, width, diagonal dimensions, bearing bar spacing, cross bar spacing, bearing bar size, edge condition, and cutout position.
Serrated grating should be checked for consistent tooth formation, damaged serrations, sharp defects, and excessive deformation. Ordinary grating should be checked for smooth bar edges, burrs, and surface damage.
Welded grating requires consistent cross bar penetration and secure intersections. Press-locked and swage-locked products require reliable mechanical engagement without loose bars.
Panels should lie evenly on the supports without rocking. Heat from welding and hot-dip galvanizing can cause distortion, especially in thin, narrow, or irregular panels.
Galvanized surfaces should be inspected for bare areas, heavy zinc buildup, sharp projections, blocked openings, distortion, and handling damage. Serrated areas require particular attention because zinc can collect around the teeth.
Is serrated grating stronger than ordinary grating?
No. Serrated grating is not automatically stronger than ordinary grating. Load capacity depends mainly on the bearing bar depth, thickness, spacing, material grade, unsupported span, connection method, and support arrangement. Serrations primarily improve slip resistance. For heavy-duty or long-span applications, the selected serrated profile should be checked against applicable load data or engineering calculations.
Is serrated grating more expensive?
Yes, serrated grating is usually slightly more expensive than ordinary steel grating of the same size and material. The additional cost comes from forming the teeth, controlling the serration profile, handling the bars during fabrication, and inspecting the finished surface. The final price also depends on material weight, bar spacing, panel size, galvanizing, custom cutting, quantity, and packaging.
Which grating is better for outdoor walkways?
Serrated hot-dip galvanized steel grating is generally the better choice for outdoor industrial walkways because it provides improved traction in rain, light snow, mud, and other contaminated conditions. Ordinary galvanized grating can still be suitable for dry or lightly used outdoor areas, but the environmental exposure and slip risk should be reviewed before selection.